Structural Design

A structure must be designed to resist all the loads expected to act on the structure during its service life. Under the effects of the expected applied loads, the structure must remain intact and perform satisfactorily. In addition, a structure must not require an inordinate amount of resources to construct. Thus, the design of a structure is a balance of necessary reliability and reasonable economy. Wood products are frequently used to provide the principal means of structural support for buildings. Economy and soundness of construction can be achieved by using wood products as members for structural applications such as joists, wall studs, rafters, beams, girders, and trusses. In addition, wood sheathing and decking products perform both a structural role by transferring wind, snow, occupant and content loads to the main structural members, as well as the function of building enclosure. Wood can be used in many structural forms such as light-frame housing and small buildings that utilize repetitive small dimension members or within larger and heavier structural framing systems, such as mass timber construction, which is often utilized for commercial, institutional or industrial projects. The engineered design of wood structural components and systems is based on the CSA O86 standard. During the 1980s, the design of wood structures in Canada, as directed by the National Building Code of Canada (NBC) and CSA O86, changed from working stress design (WSD) to limit states design (LSD), making the structural design approach for wood similar to those of other major building materials. All structural design approaches require the following for both strength and serviceability: Member resistance = Effects of design loads Using the LSD method, the structure and its individual components are characterized by their resistance to the effects of the applied loads. The NBC applies factors of safety to both the resistance side and the load side of the design equation: Factored resistance = Factored load effect The factored resistance is the product of a resistance factor (f) and the nominal resistance (specified strength), both of which are provided in CSA O86 for wood materials and connections. The resistance factor takes into account the variability of dimensions and material properties, workmanship, type of failure, and uncertainty in the prediction of resistance. The factored load effect is calculated in accordance with the NBC by multiplying the actual loads on the structure (specified loads) by load factors that account for the variability of the load. No two samples of wood or any other material are exactly the same strength. In any manufacturing process, it is necessary to recognize that each manufactured piece will be unique. Loads, such as snow and wind, are also variable. Therefore, structural design must recognize that loads and resistances are really groups of data rather than single values. Like any group of data, there are statistical attributes such as mean, standard deviation, and coefficient of variation. The goal of design is to find a reasonable balance between reliability and factors such as economy and practicality. The reliability of a structure depends on a variety of factors that can be categorized as follows: external influences such as loads and temperature change; modelling and analysis of the structure, code interpretations, design assumptions and other judgements which make up the design process; strength and consistency of materials used in construction; and quality of the construction process. The LSD approach is to provide adequate resistance to certain limit states, namely strength and serviceability. Strength limit states refer to the maximum load-carrying capacity of the structure. Serviceability limit states are those that restrict the normal use and occupancy of the structure such as excessive deflection or vibration. A structure is considered to have failed or to be unfit for use when it reaches a limit state, beyond which its performance or use is impaired. The limit states for wood design are classified into the following two categories: Ultimate limit states (ULS) are concerned with life safety and correspond to the maximum load-carrying capacity and include such failures as loss of equilibrium, loss of load-carrying capacity, instability and fracture; and Serviceability limit states (SLS) concern restrictions on the normal use of a structure. Examples of SLS include deflection, vibration and localized damage. Due to the unique natural properties of wood such as the presence of knots, wane or slope of grain, the design approach for wood requires the use of modification factors specific to the structural behaviour. These modification factors are used to adjust the specified strengths provided in CSA O86 in order to account for material characteristics specific to wood. Common modification factors used in structural wood design include duration of load effects, system effects related to repetitive members acting together, wet or dry service condition factors, effects of member size on strength, and influence of chemicals and pressure treatment Wood building systems have high strength-to-weight ratios and light-frame wood construction contains many small connectors, most commonly nails, which provide significant ductility and capacity when resisting lateral loads, such as earthquake and wind. Light-frame shearwalls and diaphragms are a very common and practical lateral bracing solution for wood buildings. Typically, the wood sheathing, most commonly plywood or oriented strand board (OSB), that is specified to resist the gravity loading can also act as the lateral force resisting system. This means that the sheathing serves a number of purposes including distributing loads to the floor or roof joists, bracing beams and studs from buckling out of plane, and providing the lateral resistance to wind and earthquake loads. Other lateral load resisting systems that are used in wood buildings include rigid frames or portal frames, knee bracing and cross-bracing. A table of typical spans is presented below to aid the designer in selecting an appropriate wood structural system. For further information, refer to the following resources: Introduction to Wood Design (Canadian Wood Council) Wood Design Manual (Canadian Wood Council) CSA O86 Engineering design in wood National Building Code of Canada www.woodworks-software.com
Lumber properties

For many years, the design values of Canadian dimension lumber were determined by testing small clear samples. Although this approach had worked well in the past, there were some indications that it did not always provide an accurate reflection of how a full-sized member would behave in service. Beginning in the 1970s, new data was gathered on full-size graded lumber, known as in-grade testing. In the early 1980s, the Canadian lumber industry conducted a major research program through the Canadian Wood Council Lumber Properties Program for bending, tension and compression parallel to grain strength properties of 38 mm thick (nominal 2 in) dimension lumber of all commercially important Canadian species groups. The Lumber Properties Program was conducted as a cooperative project with the US industry with the goal of verifying lumber grading correlation from mill to mill, from region to region, and between Canada and the United States. The in-grade testing program involved testing thousands of pieces of dimension lumber to destruction in order to determine their in-service characteristics. It was agreed that this testing program should simulate, as closely as possible, the structural end use conditions to which the lumber would be subjected to. After the test samples were conditioned to approximately 15 percent moisture content, they were tested under short- and long-term loading in accordance with ASTM D4761. Lumber samples in three sizes; 38 x 89 mm, 38 x 184 mm and 38 x 235 mm (2 x 4 in, 2 x 8 in, and 2 x 10 in), were selected across the Canadian growing regions for the three largest-volume commercial species groups; Spruce-Pine-Fir (S-P-F), Douglas Fir-Larch (D.Fir-L) and Hem-Fir. Select Structural, No.1, No.2, No.3, as well as light framing grades, were sampled in flexure. Select Structural, No.1 and No.2 grades were evaluated in tension and compression parallel to grain. Several lesser-volume species were also evaluated at lower sampling intensities. The in-grade testing resulted in new relationships between species, sizes and grades. The dimension lumber database of results was examined to establish trends in bending, tension and compression parallel to grain property relationships as affected by member size and grade. These studies provided a basis for extending the results to the full range of dimension lumber grades and member sizes described in CSA O86. In Canada, both the CSA O86 and the National Building Code of Canada (NBC) have adopted the results from the Lumber Properties Program. The data has also been used to update the design values in the United States. The scientific data resulting from the Lumber Properties Program demonstrated: close correlation in the strength properties of visually graded No.1 and No.2 dimension lumber; good correlation in the application of grading rules from mill to mill and from region to region; and a decrease in relative strength as size increases (i.e. size effect) – for example the unit bending strength for a 38 × 89 mm (2 x 4 in) member is greater than for a 38 × 114 mm (2 x 6 in) member. Following the testing program, the consensus-based ASTM D1990 standard was developed and published. Data for bending, tension parallel to grain, compression parallel to grain, and modulus of elasticity continue to be analyzed in accordance with this Standard. Unlike visually graded lumber where the anticipated strength properties are determined from assessing a piece on the basis of visual appearance and presence of defects such as knots, wane or slope of grain, the strength characteristics of machine stress-rated (MSR) lumber are determined by applying forces to a member and actually measuring the stiffness of a particular piece. As lumber is fed continuously into the mechanical evaluating equipment, stiffness is measured and recorded by a small computer, and strength is assessed by correlation methods. MSR grading can be accomplished at speeds up to 365 m (1000 ft) per minute, including the affixing of an MSR grade mark. MSR lumber is also visually checked for properties other than stiffness which might affect the suitability of a given piece. Given that the stiffness of each piece is measured individually and strength is measured on select pieces through a quality control program, MSR lumber can be assigned higher specified design strengths than visually graded dimension lumber. For further information, refer to the following resources: Canadian Lumber Properties (Canadian Wood Council) ASTM D1990 Standard Practice for Establishing Allowable Properties for Visually-Graded Dimension Lumber from In-Grade Tests of Full-Size Specimens ASTM D4761 Standard Test Methods for Mechanical Properties of Lumber and Wood-Based Structural Materials National Lumber Grades Authority (NLGA)
Permanent Wood Foundations

A permanent wood foundation (PWF) is an engineered construction system that uses load-bearing exterior light-frame wood walls in a below-grade application. A PWF consists of a stud wall and footing substructure, constructed of approved preservative-treated plywood and lumber, which supports an above-grade superstructure. Besides providing vertical and lateral structural support, the PWF system provides resistance to heat and moisture flow. The first PWF examples were built as early as 1950 and many are still being used today. A PWF is a strong, durable and proven engineered system that has a number of unique advantages: energy savings resulting from high insulation levels, achievable through the application of stud cavity insulation and exterior rigid insulation (up to 20% of heat transfer can occur through the foundation); dry, comfortable living space provided by a superior drainage system (which does not require weeping tile); increased living space since drywall can be attached directly to foundation wall studs; resistance to cracking from freeze/thaw cycles; adaptable to most building designs, including crawl spaces, additions and walk-out basements; one trade required for more efficient construction scheduling; buildable during winter with minimal protection around footings to protect them from freezing; rapid construction, whether framed on site or pre-fabricated off-site; materials are readily available and can be efficiently shipped to rural or remote building sites; and long life, based on field and engineering experience. PWFs are suitable for all types of light-frame construction covered under Part 9 ‘Housing and Small Buildings’ of the National Building Code of Canada (NBC), that is, PWF can be used for buildings up to three-storeys in height above the foundation and having a building area not exceeding 600 m2. PWFs can be used as foundation systems for single-family detached houses, townhouses, low-rise apartments, and institutional and commercial buildings. PWFs can also be designed for projects such as crawlspaces, room additions and knee-wall foundations for garages and manufactured homes. There are three different types of PWFs: concrete slab or wood sleeper floor basement, suspended wood floor basement and an unexcavated or partially excavated crawl space. Lumber studs used in PWF are typically 38 x 140 mm (2 x 6 in) or 38 x 184 mm (2 x 8 in), No. 2 grade or better. Improved moisture control methods around and beneath the PWF result in comfortable and dry below-grade living space. The PWF is placed on a granular drainage layer which extends 300 mm (12 in) beyond the footings. An exterior moisture barrier, applied to the outside of the walls, provides protection against moisture ingress. Caulked joints between all exterior plywood wall panels and at the bottom of exterior walls is intended to control air leakage through the PWF, but also eliminates water penetration pathways. The result is a dry basement that can be easily insulated and finished for maximum comfort and energy conservation. All lumber and plywood used in a PWF, except for specific components or conditions, must be treated using a water-borne wood preservative and identified as such by a certification mark stating conformance with CSA O322. Corrosion-resistant nails, framing anchors and straps that are used to fasten PWF-treated material must be hot-dipped galvanized or stainless steel. Exterior moisture and vapour barriers must be at least 0.15 mm (6 mil) in thickness. Dimpled drainage board is often specified as an exterior moisture barrier. For further information, refer to the following references: Permanent Wood Foundations (Canadian Wood Council) Permanent Wood Foundations 2023 – Durable, Comfortable, Adaptable, Energy efficient, Economical (Wood Preservation Canada and Canadian Wood Council) Wood Design Manual (Canadian Wood Council) Wood Preservation Canada CSA S406 Specification of permanent wood foundations for housing and small buildings CSA O322 Procedure for certification of pressure-treated wood materials for use in permanent wood foundations CSA O86 Engineering design in wood National Building Code of Canada
Durability by design

“Durability by design” is the most important aspect of durable solutions. It starts with using dry wood, storing it appropriately to ensure it stays dry, and then designing the building to protect the wood or, if the wood will be exposed, designing to not accumulate moisture. It includes ensuring the building envelope is appropriately designed to shed bulk water, mitigating water and vapour from getting into the envelope, and draining water that does leak into the envelope.
Durability by nature

For outdoor applications of wood, we have a strong tradition here in North America of using our naturally durable species: Western red cedar, Eastern white cedar, yellow cypress and redwood. These are familiar choices for decks, fences, siding and roofing. These species are resistant to decay in their natural state, due to high levels of organic chemicals called extractives. Extractives are chemicals that are deposited in the heartwood of certain tree species as they convert sapwood to heartwood. In addition to providing the wood with decay resistance, extractives also often give the heartwood colour and odour. Only the heartwood has these protective deposits. The sapwood of all North American softwoods is susceptible to decay and must be protected by other means when decay resistance is required. Sapwood is the newer part of the tree, closer to the bark. It needs no decay protection in the live tree because wound responses keep out any invading organisms. The heartwood is the inner, older part of the tree and is no longer alive. Heartwood is often visibly distinguishable from sapwood by colour (heartwood is generally darker), but not in all species. However, even if you’re sure you have heartwood of a durable species, you may not have the level of resistance you think. Decay resistance is often highly variable, and may be lower in plantation-grown trees. There is currently no way to reliably estimate the durability of a piece of naturally durable heartwood. More Information Click Here for a table showing natural durability rankings of common softwood species.
Durability by treatment

Treating Methods There are two basic methods of treating: with and without pressure. Non-pressure methods are the application of preservative by brushing, spraying or dipping the piece to be treated. These are superficial treatments that do not result in deep penetration or large absorption of preservative. Their use is best restricted to field treatment during construction (for example, when a pressure-treated piece of lumber must be field cut), to cases where only part of a piece is to be treated, to manufacturing processes for strand-based wood products, to surface protection against moulds or to remedial treatment of wood in place. For example, mixtures of borate and glycols are used to treat sound wood left in place during repair of decay problems. The glycol helps the borate to penetrate dry wood, arresting the activity of any fungus which contacts it. The penetration of the preservative is still limited, and the most important function is to prevent undetected fungus left in place from spreading to sound wood. Deeper, more thorough penetration is achieved by driving the preservative into the wood cells with pressure. Various combinations of pressure and vacuum are used to force adequate levels of chemical into the wood. Pressure-treating preservatives consist of chemicals carried in a solvent. The solvent, or carrier, is either water or oil. Oilborne preservatives are largely used for treating industrial products such as railway ties, utility poles and bridge timbers, and for protection of field cuts. Waterborne preservatives are more widely used in residential markets due to the absence of odour, the cleaner wood surface and the ability to paint or stain the wood product. When a wood product will be used in an application known to present a risk, for example outdoors, pressure-treatment is recommended. Types of Preservatives The mostly commonly used wood preservatives in North America for residential construction are waterborne copper-based systems, including alkaline copper quaternary (ACQ), copper azole (CA) and micronized copper azole (MCA). Wood treated with these preservatives has a natural green hue, though this may be masked by the use of colourants that most often give the treated wood a mid-brown colour. Copper is the primary biocide in these systems. ACQ also contains quaternary ammonium compounds that act as a co-biocide to protect against copper-tolerant organisms. Similarly, CA and MCA contain tebuconazole to protect against these organisms. Chromated copper arsenate (CCA) was heavily used in residential construction until 2004 when its use in most residential applications was phased out. It is now largely limited to industrial applications, but can still be used in a few residential applications such as shakes and shingles and permanent wood foundations. Ammoniacal copper zinc arsenate (ACZA) can also be used in most of these applications, but is primarily favoured for treating Douglas-fir and for marine applications. Borates are another class of waterborne preservative used in North America. Their use is currently limited to applications which are protected from rain and other persistent sources of water. These include framing in termite areas and repair of decayed framing in leaky buildings where the main moisture source has been eliminated. Borates are also used as part of a dual treatment in conjunction with a creosote or copper naphthenate shell to protect railway ties. Metal-free waterborne preservative systems such as PTI and EL2 contain carbon-based fungicides and insecticides. Wood treated with these systems is used in residential construction in the United States, and is restricted to above-ground applications. Oilborne preservatives include creosote, pentachlorphenol, and copper- and zinc-naphthenate. Creosote is the well-known black oily wood preservative, the oldest type of preservative still in modern use. It’s now used in Canada almost exclusively for railroad ties, where its resistance to moisture movement is a key advantage. Pentachlorophenol in oil is mainly used for utility poles where the surface softening characteristics of the oil are useful in pole climbing. Copper naphthenate and zinc naphthenate are two common preservatives used for treating field cuts. Copper naphthenate is also used to treat ties and timbers in the United States. Thermal Modification The properties of wood are altered when it is exposed to high temperatures (160-260°C) under reduced oxygen conditions. Thermal modification kilns use much higher temperatures than drying kilns, and use steam (or other oxygen-excluding media) to protect the wood from degradation at these high temperatures. The resulting thermally modified wood generally has a darker colour, increased dimensional stability, and increased decay resistance. Thermal modification may reduce some mechanical properties and does not protect wood against insects. Thermally modified wood is typically used in non-structural, above-ground applications, such as siding, decking and outdoor furniture. More information from Producers of Wood Preservative Products Lonza Wood Protection Timber Specialties Viance LLC Genics Inc. Kop-Coat Rio Tinto Minerals Nisus Creosote council KMG Chemicals Wood Preservation Canada
Finishing Exterior Wood

The appearance of wood can be modified with the application of an architectural coating. Architectural coatings are surface coverings such as paints and stains applied to a building or exterior structures such as a deck. Coatings are multi-functional: decorative, reduce the effort needed to clean buildings and structures, and provide protection against moisture uptake and helping extend the life of wood. However, coatings cannot be considered as substitutes for preservative treatment. On this page, we explain the basics of different types of exterior wood coatings, and what they can and can’t do for wood. Types of Coatings – Opacity Architectural coatings available for wood generally include paints, stains, varnishes and water repellents. There are a number of ways to classify coatings. One common method is to differentiate based on appearance. Coatings are often identified as: 1) Opaque; 2) semi-transparent or 3) transparent. These terms indicate how much of the natural wood features will be visible through the finish. An opaque coating doesn’t allow any of the wood’s natural colour to show through and depending on thickness may also hide much or all of its surface texture. It effectively protects the wood from damage caused by sunlight. It can also help keep moisture out of the wood. These coatings tend to last the longest. Opaque coatings include paints and solid colour stains. A transparent or semi-transparent finish such as a stain or water repellent may change the colour of the wood, but because it allows the grain and texture to show through, the wood still looks “natural.” These finishes help keep moisture out of the wood to some extent but there is considerable variation between stains in their ability to restrict moisture ingress. They also help protect the wood from sunlight damage to varying degrees depending on their content of organic UV absorbers or inorganic pigments. The difference between transparent and semi-transparent coatings is also sometimes unclear. Transparent coatings allow more grain and texture to show through. Transparent exterior coatings labeled as “clear” may still contain some pigment to enhance wood’s natural colour and provide a visual distinction between painted and unpainted areas during application. However, it is important to note that clear products intended for interior use only are NOT appropriate for exterior use, as they will quickly degrade and fail if exposed to sunlight and weather. There are many transparent products marketed as providing water protection for wood (water repellents) – these might technically be considered wood “treatments” rather than wood coatings as they mainly provide water protection and help reduce checking (splitting), and provide very limited, if any, UV protection. This means they usually fail earlier than pigmented finishes, but they do help slow down the weathering process by restricting water ingress. Note that water repellents are often solvent-borne and contain wax which affects the adhesion of subsequent coatings, which means most of these products should not be used as a pre-treatment beneath paint. However, transparent water repellents have the unique benefit of being the most aesthetically-forgiving treatment when there is lack of maintenance. In other words, these products don’t change the colour of the wood, so bare patches of wood are not as visible if the coating wears away. Types of Coatings – Carriers Another common way of categorizing coatings is by the type of carrier (the base) – products are either water-borne or solvent-borne. When low volatile organic compounds (VOCs) and easy clean-up are important, a water-borne product is the better choice. Water-borne coatings now dominate the market due to increasing environmental regulatory requirements around air quality and health, and customer demand. Compared to solvent-borne finishes, water-borne finishes usually have less odour and can be cleaned up with water instead of requiring mineral spirits. Water-borne coatings are generally more flexible (less prone to cracking as the wood beneath shrinks and swells from moisture changes) and more vapour permeable. Water-borne paints are often called latex. Solvent-borne paints are commonly known as oil paints. Also, paints labeled as alkyds are typically solvent-borne (but not always). Although it is popular to refer to paints as either latex or oil/alkyd, it is more useful to think of them as water-borne versus solvent-borne. Water-borne coatings, particularly acrylics, are generally less prone to fading and chalking than alkyds. The technology for water-borne paints and finishes has advanced significantly in recent years and is now mature to the extent they can match or exceed the properties of solvent-borne products. Types of Coatings – Film Thickness Sometimes wood coatings are classified by the thickness of film they form on the surface of the wood. Paints, solid colour stains, and varnishes are often called film-formers, as these create a layer of continuous material sitting on top of the wood. Semi-transparent stains, transparent stains, water repellents and natural oils are often referred to as penetrating finishes, since they penetrate through the pores of the wood, leaving its surface texture and pores visible, rather than leaving a thick film on top of the wood. However, all coatings leave a film on the surface – thick for some, thin for others – and the “penetrating” products only penetrate a very short distance into the wood. Nonetheless, it’s helpful to know if a product leaves a thick film, as this type of product can be more difficult to remove if degraded and requiring refinishing. This is because their failure modes are different – a thick coherent coating like paint fails by cracking and peeling, whereas a thin-film “penetrating” product such as a stain fails by erosion. Can Coatings Protect Wood? Coatings can temporarily protect the surface of wood from sunlight, moisture and weathering, but coatings do not actively protect against decay. Their purpose is primarily aesthetic. But they slow down the damaging effects of weathering, and do provide some moisture protection, which is a decay factor. Coatings also help preserve the natural durability of species like western red cedar, by helping to prevent the natural protective agents in this wood from washing out. The protective benefits of all coatings are, of course, dependent on proper maintenance of the coating. No coating will last indefinitely, and all need to be periodically reapplied. Weathering
Non-Pressure Treated Wood

Non-Pressure Treated Wood For most treated wood, preservatives are applied in special facilities using pressure. However, sometimes this isn’t possible, or the need for treated wood was not apparent until after construction or building occupancy. In those cases, preservatives can be applied using methods that do not involve pressure vessels. Some of these treatments can only be done by licensed applicators. When using wood preservatives, as with all pesticides, the label requirements of the Pest Management Regulatory Agency (in Canada) or the EPA (in the USA) must be followed. Five categories of non-pressure treatments Treatment during Engineered Wood Product Manufacture Some engineered wood panel products, such as plywood and laminated veneer lumber (LVL) are able to be treated after manufacture with preservative solutions, whereas thin strand based products (OSB, OSL) and small particulate and fibre-based panels (particleboard, MDF) are not. The preservatives must be added to the wood elements before they are bonded together, either as a spray on, mist or powder. Products such as OSB are manufactured from small, thin strands of wood. Powdered preservatives can be mixed in with the strands and resins during the blending process just prior to mat forming and pressing. Zinc borate is commonly used in this application. By adding preservatives to the manufacturing process it’s possible to obtain uniform treatment throughout the thickness of the product. In North America, plywood is normally protected against decay and termites by pressure treatment processes. However, in other parts of the world insecticides are often formulated with adhesives to protect plywood against termites. Surface pre-treatment This is anticipatory preservative treatment applied by dip, spray or brush application to all of the accessible surfaces of some wood products during the construction process. The intent is to provide a shell of protection to vulnerable wood products, components or systems in their finished form. One example would be spraying house framing with borates for resistance to drywood termites and wood boring beetles in some cases. Such treatments may also be applied to lumber, plywood and OSB to provide additional protection against mould growth. Sub-surface pre-treatment (Depot treatment) This is preservative treatment applied at discrete locations, not to the entire piece, during the manufacturing process or during construction. The intent is to pro-actively provide protection only to the parts of the wood product, component or systems that might be exposed to conditions conducive to decay. One example would be placing borate rods into holes drilled in the exposed ends of glulam beams projecting beyond a roof line. Supplementary treatment This is preservative treatment applied at discrete locations to treated wood in service to compensate for either incomplete initial penetration of the cross section, or depletion of preservative effectiveness over time. The intent is to boost the protection in previously-treated wood, or to address areas exposed by necessary on-site cutting of treated wood products. One example would be the application of a ready-made bandage to utility poles that have suffered depletion of the original preservative loading. Another example is field-cut material for preserved wood foundations. Remedial treatment This is preservative treatment applied to residual sound wood in products, components or systems where decay or insect attack is known to have begun. The intent is to kill existing fungi or insects and/or prevent decay or insects from spreading beyond the existing damage. One example would be roller or spray application of a borate/glycol formulation on sound wood left in place adjacent to decayed framing (which should be cut out and replaced with pressure-treated wood). Formats of non-pressure treatments Non-pressure treatments come in three different forms: solids, liquids/pastes, and fumigants. Unlike pressure-treatment preservatives, which rely on pressure for good penetration, these rely on the mobility of the active ingredients to penetrate deep enough in wood to be effective. The active ingredients can move in the wood via capillarity or can diffuse in water and/or air within the wood. This mobility not only allows the active ingredients to move into the wood but can also allow them to move out under certain conditions. This means the conditions within and around the structure must be understood so the loss of preservative and consequent loss of protection can be minimized. Borates, fluorides and copper compounds are particularly suitable for use as solids, liquids and pastes. Methyl isothiocyanate (and its precursors), methyl bromide, and sulfuryl fluoride are the only widely used fumigant treatments. Methyl bromide was phased out, except for very limited uses, in 2005. Solids The major advantage of solids in these applications is that they maximize the amount of water-soluble material that can be placed into a drilled hole, due to the high percentage of active ingredients contained in commercially-available rods. The major disadvantage is the requirement for sufficient moisture and the time needed for the rod to dissolve. The earliest and best-known solid preservative system is the fused borate rod, originally developed in the 1970s for supplementary and remedial treatment of railroad ties. These have since been used successfully on utility poles, timbers, millwork (window joinery), and a variety of other wood products. A mixture of borates is fused into glass at extremely high temperatures, poured into a mould and allowed to set. Placed into holes in the wood, the borate dissolves in any water contained in the wood and diffuses throughout the moist region. Mass flow of moisture along the grain may speed up distribution of the borate. Secondary biocides such as copper can be added to borate rods to supplement the efficacy of the borates against decay and insects. While all preservatives should be treated with respect, many users feel more comfortable dealing with borate and copper/borate rods because of their low toxicity and low potential for entry into the body. Fluorides are also currently available in a rod form. The rod is produced by compressing sodium fluoride and binders together, or by encapsulation in a water-permeable tubing. Fluorides diffuse more rapidly than borates in water and may also move in the vapour phase as hydrofluoric acid. Zinc borate (ZB) is a powder
Pressure Treated Wood

Preservative-treated wood is typically pressure-treated, where the chemicals are driven a short distance into the wood using a special vessel that combines pressure and vacuum. Although deep penetration is highly desirable, the impermeable nature of dead wood cells makes it extremely difficult to achieve anything more than a thin shell of treated wood. Key results of the pressure-treating process are the amount of preservative impregnated into the wood (called retention), and the depth of penetration. These characteristics of treatment are specified in results-based standards. Greater preservative penetration can be achieved by incising – a process that punches small slits into the wood. This is often needed for large or difficult to treat material to meet results-based penetration standards. Pressure treatment processes vary depending on the type of wood being treated and the preservative being used. In general, wood is first conditioned to remove excess water from the wood. It is then placed inside a pressure vessel and a vacuum is pulled to remove air from inside the wood cells. After this, the preservative is added and pressure applied to force the preservative into the wood. Finally, the pressure is released and a final vacuum applied to remove and reuse excess preservative. After treatment some preservative systems, such as CCA, require an additional fixation step to ensure that the preservative is fully reacted with the wood. Information on the different types of preservatives used can be found under Durability by Treatment
Fire Safety

The National Building Code of Canada (NBC) defines fire safety under Objective OS1: “an objective of this code is to limit the probability that as a result of the design or construction of the building, a person in or adjacent to a building will be exposed to an unacceptable risk of injury due to fire.” In simpler terms, fire safety is the reduction of the potential for harm to life as a result of fire in buildings. Although the potential for being killed or injured in a fire cannot be completely eliminated, fire safety in a building can be achieved through proven building design features intended to minimize the risk of harm to people from fire to the greatest extent possible. Designing a building to ensure minimal risk or to meet a prescribed level of safety from fire is more complex than just the simple consideration of what building materials will be used in construction of the building, since all building materials are affected by fire. Many factors must be considered including the use of the building, the number of occupants, how easily they can exit the building in case of a fire and how a fire can be contained. Even materials that do not sustain fire do not guarantee the safety of a structure. Steel, for instance, quickly loses its strength when heated and its yield point decreases significantly as it absorbs heat, endangering the stability of the structure. An unprotected, conventional cold-formed steel joist floor system will fail in less than 10 minutes under standard laboratory fire exposure test methods, while an unprotected, conventional wood joist floor system can last up to 15 minutes. Reinforced concrete is also not immune to fire. Concrete will spall under elevated temperatures, exposing the steel reinforcement and weakening structural members. As a result, it is generally recognized that there is really no such thing as a fire-proof building. The NBC only regulates those elements which are part of the building construction. The building contents found in any building are typically not regulated by the NBC, but in some cases they are regulated by the National Fire Code of Canada (NFC). The occupancy classification of buildings or parts of buildings according to their intended use accounts for: the quantity and type of combustible contents likely to be present (potential fire load); the number of persons likely to be exposed to the threat of fire; the area of the building; and the height of the building. This occupancy classification is the starting point in determining which fire safety requirements apply to a particular building. The occupancy classification of a building within the NBC dictates: the type of building construction; the level of fire protection; and the degree of structural protection against fire spread between parts of a building that are used for different purposes. Fires can occur in any type of structure. The severity of a fire, however, is contingent on the ability of a construction to: confine the fire; limit a fire’s effects on the supporting structure; and control the spread of smoke and gases. To varying degrees, any type of construction can be designed as a system (combination of construction assemblies) to limit the effects of fire. This allows occupants sufficient time to escape the building and for firefighters to safely carry out their duties. Occupant safety also depends on other parameters such as detection, exit paths, and the use of automatic fire suppression systems such as sprinklers. These concepts form the basis of the NBC requirements. For further information, refer to the following resources: Wood Design Manual (Canadian Wood Council) Fire Safety Design in Buildings (Canadian Wood Council) National Building Code of Canada National Fire Code of Canada CSA O86, Engineering design in wood Fitzgerald, Robert W., Fundamentals of Fire Safe Building Design, Fire Protection Handbook, National Fire Protection Association, Quincy, MA, 1997. Watts, J.M. (Jr); Systems Approach to Fire-Safe Building Design, Fire Protection Handbook, National Fire Protection Association, Quincy, MA, 2008. Rowe, W.D.; Assessing the Risk of Fire Systemically ASTM STP 762, Fire Risk Assessment, American Society for Testing and Materials, West Conshohocken, PA, 1982.
Flame Spread

Flame spread is primarily a surface burning characteristic of materials, and a flame-spread rating is a way to compare how rapid flame spreads on the surface of one material compared to another. Flame-spread rating requirements are applied in the National Building Code of Canada (NBC) primarily to regulate interior finishes. Any material that forms part of the building interior and is directly exposed is considered to be an interior finish. This includes interior claddings, flooring, carpeting, doors, trim, windows, and lighting elements. If no cladding is installed on the interior side of an exterior wall of a building, then the interior surfaces of the wall assembly are considered to be the interior finish, for example, unfinished post and beam construction. Similarly, if no ceiling is installed beneath a floor or roof assembly, the unfinished exposed deck and structural members are considered to be the interior ceiling finish. The standard test method that the NBC references for the determination of flame spread ratings is CAN/ULC-S102, published by ULC Standards. Appendix D-3 of the NBC, Division B, provides information related to generic flame-spread ratings and smoke developed classifications of a variety of building materials. Information is only provided for generic materials for which extensive fire test data is available (refer to Table 1 below). For instance, lumber, regardless of species, and Douglas fir, poplar, and spruce plywood, of a thickness not less than those listed, are assigned a flame-spread rating of 150. In general, for wood products up to 25 mm (1 in) thick, the flame-spread rating decreases with increasing thickness. Values given in the Appendix D of the NBC are conservative because they are intended to cover a wide range of materials. Specific species and thicknesses may have values much lower than those listed in Appendix D. Specific ratings by wood species are given in Surface Flammability and Flame-spread Ratings fact-sheet, below. Information on proprietary and fire-retardant materials is available from third-party certification and listing organizations or from manufacturers. The values listed in Surface Flammability and Flame-spread Ratings fact-sheet apply to finished lumber; however, there has been no significant difference in flame-spread rating noted in rough sawn lumber of the same species. The American Wood Council has additional information in their Design for Code Acceptance publication, DCA 1 Flame Spread Performance of Wood Products for the U.S. Normally, the surface finish and the material to which it is applied both contribute to the overall flame-spread performance. Most surface coatings such as paint and wallpaper are usually less than 1 mm thick and will not contribute significantly to the overall rating. This is why the NBC assigns the same flame-spread and smoke developed rating to common materials such as plywood, lumber and gypsum wallboard whether they are unfinished or covered with paint, varnish or cellulosic wallpaper. There are also special fire-retardant paints and coatings that can substantially reduce the flame-spread rating of an interior surface. These coatings are particularly useful when rehabilitating an older building to reduce the flame-spread rating of finish materials to acceptable levels, especially for those areas requiring a flame-spread rating no greater than 25. In general, the NBC sets the maximum flame-spread rating for interior wall and ceiling finishes at 150, which can be met by most wood products. For example, 6 mm (1/4 in) Douglas Fir plywood may be unfinished, painted, varnished or covered with conventional cellulosic wallpaper. This has been found to be acceptable on the basis of actual fire experience. This means that in all areas where a flame-spread rating of 150 is permitted, the majority of wood products may be used as interior finishes without special requirements for fire-retardant treatments or coatings. In a room fire, the flooring is usually the last item to be ignited, since the coolest layer of air is near the floor. For this reason, the NBCC, like most other codes, does not regulate the flame-spread rating of flooring, with the exception of certain essential areas in high buildings: exits; corridors not within suites; elevator cars; and, service spaces. Traditional flooring materials such as hardwood flooring and carpets can be used almost everywhere in buildings of any type of construction. For further information, refer to the following resources: Wood Design Manual (Canadian Wood Council) Fire Safety Design in Buildings (Canadian Wood Council) National Building Code of Canada National Fire Code of Canada CSA O86, Engineering design in wood CAN/ULC-S102 Standard Method of Test for Surface Burning Characteristics of Building Materials and Assemblies American Wood Council Table 1 : Assigned flame-spread ratings and smoke developed classifications Surface Flammability and Flame-spread Ratings
Fire Fighting in Canada Article – Timber Tower
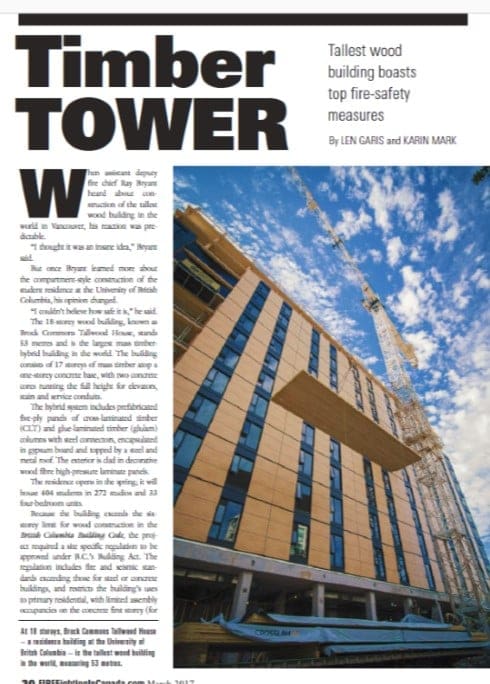
Article by Len Garis and Karin Mark.
When assistant deputy fire chief Ray Bryant heard about construction of the tallest wood building in the world in Vancouver, his reaction was predictable. “I thought it was an insane idea,” Bryant said. But once Bryant learned about the compartment-style construction of the student residence at the University of British Columbia, his opinion changed. “I couldn’t believe how safe it is,” he said. Read the article.



")






