Le clouage est le moyen le plus simple et le plus couramment utilisé pour fixer les éléments d'une construction à ossature en bois. Les clous ordinaires et les clous en spirale sont largement utilisés dans tous les types de construction en bois. Les performances historiques, ainsi que les résultats des recherches, ont montré que les clous constituent une connexion viable pour les structures en bois soumises à des charges légères à modérées. Ils sont particulièrement utiles dans les endroits où la redondance et les connexions ductiles sont nécessaires, comme dans le cas de charges sismiques.
Les applications structurelles typiques des assemblages cloués sont les suivantes :
Construction en bois
la construction à poteaux et à poutres
construction en bois lourd
murs de cisaillement et diaphragmes
goussets cloués pour la construction de fermes en bois
assemblages de panneaux de bois
Les clous et les pointes sont fabriqués dans de nombreuses longueurs, diamètres, styles, matériaux, finitions et revêtements, chacun étant conçu pour un objectif et une application spécifiques.
Au Canada, les clous sont spécifiés par le type et la longueur et sont toujours fabriqués selon les dimensions impériales. Les clous sont fabriqués dans des longueurs de 13 à 150 mm (1/2 à 6 pouces). Les pointes sont fabriquées dans des longueurs de 100 à 350 mm (4 à 14 pouces) et sont généralement plus trapues que les clous, c'est-à-dire que la section transversale d'une pointe est plus grande que celle d'un clou ordinaire de longueur équivalente. Les pointes sont généralement plus longues et plus épaisses que les clous et sont généralement utilisées pour fixer des pièces de bois lourdes.
Le diamètre des clous est spécifié par le numéro de calibre (British Imperial Standard). La jauge correspond au diamètre du fil utilisé dans la fabrication du clou. Les calibres varient en fonction du type et de la longueur du clou. Aux États-Unis, la longueur des clous est désignée par "penny", abrégé "d". Par exemple, un clou de vingt pennies (20d) a une longueur de quatre pouces.
Les clous les plus courants sont fabriqués en acier à faible ou moyen carbone ou en aluminium. Les aciers à teneur moyenne en carbone sont parfois durcis par traitement thermique et trempe pour augmenter leur résistance. Des clous en cuivre, laiton, bronze, acier inoxydable, monel et autres métaux spéciaux sont disponibles sur commande. Le tableau 1 ci-dessous donne des exemples d'applications courantes pour des clous fabriqués dans différents matériaux.
TABLEAU 1 : Applications des clous pour les matériaux alternatifs
Matériau
Abréviation
Application
Aluminium
A
Pour un meilleur aspect et une longue durée de vie : résistance accrue à la déformation et à la corrosion.
Acier - doux
S
Pour la construction générale.
Acier - Carbone moyen
Sc
Pour des conditions de conduite particulières : meilleure résistance aux chocs.
Acier inoxydable, cuivre et bronze au silicium
E
Pour une résistance supérieure à la corrosion : plus cher que la galvanisation à chaud.
Les clous en acier non revêtus utilisés dans des zones humides se corrodent, réagissent avec les matières extractibles du bois et tachent la surface du bois. En outre, les matières extractibles naturellement présentes dans les cèdres réagissent avec l'acier non protégé, le cuivre et les attaches bleuies ou électro-galvanisées. Dans de tels cas, il est préférable d'utiliser des clous fabriqués dans un matériau non corrosif, comme l'acier inoxydable, ou finis dans un matériau non corrosif, comme le zinc galvanisé à chaud. Le tableau 2 ci-dessous donne des exemples d'applications courantes pour d'autres finitions et revêtements de clous.
TABLEAU 2 : Applications de clous pour les finitions et revêtements alternatifs
Vernis à ongles
Abréviation
Application
Lumineux
B
Pour la construction générale, finition normale, non recommandée pour l'exposition aux intempéries.
Bleu
Bl
Pour une meilleure tenue dans le bois dur, une fine couche d'oxyde est obtenue par traitement thermique.
Traitement thermique
Ht
Pour une rigidité et une tenue accrues : finition oxyde noir.
Phoscoated
Pt
Pour une meilleure tenue ; ne résiste pas à la corrosion.
Electro-galvanisé
Ge
Pour une résistance limitée à la corrosion ; zingage fin ; surface lisse ; pour usage intérieur.
Galvanisé à chaud
Ghd
Pour une meilleure résistance à la corrosion ; revêtement de zinc épais ; surface rugueuse ; pour usage extérieur.
Les pistolets de clouage pneumatiques ou mécaniques sont largement répandus en Amérique du Nord en raison de la vitesse à laquelle les clous peuvent être enfoncés. Ils sont particulièrement rentables dans les applications répétitives telles que la construction de murs de cisaillement, où l'espacement des clous peut être considérablement réduit. Les clous des pistolets pneumatiques sont légèrement fixés les uns aux autres ou reliés par du plastique, ce qui permet de charger rapidement des agrafes à clous, comme on le fait pour les agrafes à papier. Les fixations pour ces outils sont disponibles dans de nombreuses tailles et types différents.
Les informations de conception fournies dans la norme CSA O86 ne s'appliquent qu'aux clous ronds communs en acier, aux pointes et aux clous en spirale communs, tels que définis dans la norme CSA B111. La norme ASTM F1667 est également largement acceptée et inclut des diamètres de clous qui ne sont pas inclus dans la norme CSA B111. D'autres types de clous non décrits dans la norme CSA B111 ou ASTM F1667 peuvent également être utilisés, à condition de disposer des données nécessaires.
Les vis à bois sont fabriquées dans de nombreuses longueurs, diamètres et styles différents. Les vis à bois sont utilisées dans les applications de charpente telles que la fixation des revêtements de sol aux solives des planchers ou la fixation des plaques de plâtre aux éléments de charpente des murs. Le coût des vis à bois est souvent plus élevé que celui des clous en raison de l'usinage nécessaire à la fabrication du filetage et de la tête.
Les vis sont généralement spécifiées par le numéro de calibre, la longueur, le style de tête, le matériau et la finition. Les vis d'une longueur comprise entre 1 et 2 ¾ de pouce sont fabriquées par intervalles de ¼ de pouce, tandis que les vis de 3 pouces et plus sont fabriquées par intervalles de ½ pouce. Les concepteurs doivent vérifier la disponibilité des vis auprès des fournisseurs.
Les dispositions de conception au Canada sont limitées aux vis de calibre 6, 8, 10 et 12 et ne s'appliquent qu'aux vis à bois qui répondent aux exigences de la norme ASME B18.6.1. Pour les vis à bois d'un diamètre supérieur à 12, la conception doit être conforme aux exigences de la norme CSA O86 sur les tire-fonds.
Les vis sont conçues pour résister beaucoup mieux à l'arrachement que les clous. La longueur de la partie filetée de la vis représente environ les deux tiers de la longueur de la vis. Lorsque la densité relative du bois est égale ou supérieure à 0,5, il est nécessaire d'avoir des trous de guidage d'une longueur au moins égale à la partie filetée de la tige. Afin de réduire le risque de fendillement, il est recommandé d'utiliser des trous pré-percés pour tous les assemblages vissés.
Les types de vis à bois couramment utilisés sont présentés dans la figure 5.4 ci-dessous.
Pour plus d'informations sur les vis à bois, consultez les ressources suivantes :
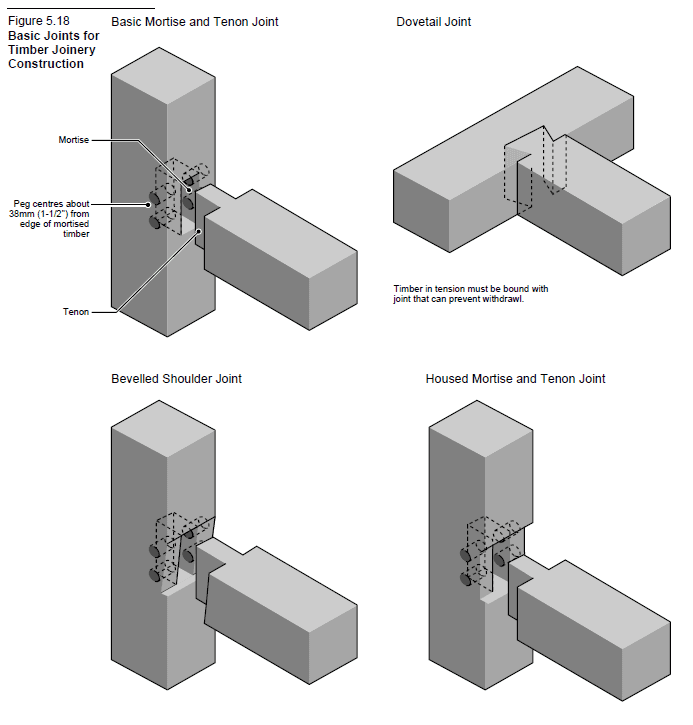
De nombreuses structures historiques en Amérique du Nord ont été construites à une époque où les fixations métalliques n'étaient pas facilement disponibles. Au lieu de cela, les éléments de bois étaient assemblés en façonnant les éléments de bois adjacents pour qu'ils s'emboîtent les uns dans les autres. La menuiserie est une technique traditionnelle de construction de poteaux et de poutres en bois utilisée pour assembler les éléments en bois sans utiliser d'attaches métalliques.
La menuiserie exige que les extrémités des pièces de bois soient sculptées de manière à ce qu'elles s'emboîtent les unes dans les autres comme des pièces de puzzle. Les variations et les configurations des assemblages bois-bois sont assez nombreuses et complexes. Parmi les assemblages bois-bois les plus courants, citons la mortaise et le tenon, la queue d'aronde, l'assemblage par ligature, l'assemblage en écharpe, l'assemblage à épaulement biseauté et l'assemblage à recouvrement. Il existe de nombreuses variantes et combinaisons de ces types d'assemblages et d'autres types d'assemblages. La figure 5.18 ci-dessous présente quelques exemples d'assemblages de bois.
Pour transférer les charges, la menuiserie en bois repose sur l'emboîtement des éléments de bois adjacents. Les assemblages sont retenus en insérant des chevilles en bois dans des trous percés à travers les éléments emboîtés. Un trou d'environ un pouce de diamètre est percé à travers le joint et une cheville en bois est enfoncée pour maintenir le joint.
Les fixations métalliques ne nécessitent qu'une élimination minimale des fibres de bois dans la zone des fixations et, par conséquent, la capacité du système est souvent déterminée par la taille modérée des éléments en bois à supporter les charges horizontales et verticales. La menuiserie en bois, au contraire, nécessite l'enlèvement d'un volume important de fibres de bois à l'endroit des joints. C'est pourquoi la capacité de la construction traditionnelle en bois est généralement régie par les connexions et non par la capacité des éléments eux-mêmes. Pour tenir compte de l'élimination des fibres de bois au niveau des assemblages, les dimensions des éléments des systèmes de construction en bois qui utilisent la menuiserie, tels que les poteaux et les poutres, sont souvent plus grandes que celles des systèmes de construction en bois qui utilisent des attaches métalliques.
Les normes de conception technique du bois au Canada ne fournissent pas d'informations spécifiques sur le transfert de charge pour la menuiserie en bois, en raison de leur sensibilité à la qualité de l'exécution et des matériaux. Par conséquent, la conception technique doit être prudente, ce qui se traduit souvent par des dimensions d'éléments plus importantes.
Les compétences et le temps nécessaires pour mesurer, ajuster, couper et faire des essais d'assemblage sont beaucoup plus importants pour la menuiserie que pour d'autres types de construction en bois. Ce n'est donc pas le moyen le plus économique d'assembler les éléments d'un bâtiment en bois. La menuiserie bois n'est pas utilisée lorsque l'économie est le critère de conception primordial. Elle est plutôt utilisée pour donner un aspect structurel unique qui met en valeur la beauté naturelle du bois sans distraction. La menuiserie en bois offre un aspect visuel unique qui témoigne d'un haut degré de savoir-faire artisanal.
Pour plus d'informations, consultez les ressources suivantes :
Le panneau de lamelles orientées (OSB) est un panneau de bois structurel polyvalent et largement utilisé. L'OSB utilise efficacement les ressources forestières en employant des essences moins précieuses et à croissance rapide. L'OSB est fabriqué à partir de peupliers et de trembles abondants et de faible diamètre, ce qui permet de produire un panneau structurel économique. Le processus de fabrication peut utiliser des arbres tordus, noueux et déformés qui n'auraient autrement aucune valeur commerciale, maximisant ainsi l'utilisation de la forêt.
L'OSB peut offrir des avantages en termes de performances structurelles, un élément important de l'enveloppe du bâtiment et des économies de coûts. L'OSB est un panneau à base de bois dimensionnellement stable qui résiste à la délamination et au gauchissement. L'OSB peut également résister à la déformation et à la distorsion de forme lorsqu'il est soumis à des charges éoliennes et sismiques. Les panneaux OSB sont légers et faciles à manipuler et à installer.
Les panneaux OSB sont principalement utilisés dans des conditions de service sèches comme revêtement de toit, de mur et de plancher, et servent d'éléments structurels clés pour résister aux charges latérales dans les diaphragmes et les murs de cisaillement. L'OSB est également utilisé comme matériau d'âme pour certains types de solives en I préfabriquées en bois et comme matériau de peau pour les panneaux isolants structurels. L'OSB peut également être utilisé pour le bardage, les soffites, les sous-couches de plancher et les sous-planchers. Certains produits OSB spécialisés sont fabriqués pour le bardage et le coffrage du béton, bien que l'OSB ne soit pas couramment traité à l'aide de produits de conservation. L'OSB comporte de nombreuses couches entrelacées qui confèrent au panneau de bonnes propriétés de fixation des clous et des vis. Les fixations peuvent être enfoncées jusqu'à 6 mm du bord du panneau sans risque de fissure ou de rupture.
L'OSB est un panneau structurel formé à partir de fines lamelles de tremble ou de peuplier, tranchées à partir de grumes ou de blocs de bois rond de petit diamètre, et collées ensemble avec un adhésif phénolique imperméable qui durcit sous l'effet de la chaleur et de la pression. Aux États-Unis, l'OSB est également fabriqué à partir de l'essence de pin jaune du sud. D'autres essences, telles que le bouleau, l'érable ou le sweetgum, peuvent également être utilisées en quantités limitées lors de la fabrication.
L'OSB est fabriqué avec les lamelles de la couche de surface alignées dans le sens du panneau long, tandis que les couches intérieures ont un alignement aléatoire ou croisé. Comme le contreplaqué, l'OSB est plus résistant dans l'axe long que dans l'axe étroit. Cette orientation aléatoire ou croisée des brins et des plaquettes permet d'obtenir un panneau structurel en bois d'ingénierie présentant des propriétés de rigidité et de résistance constantes, ainsi qu'une stabilité dimensionnelle. Il est également possible de produire des propriétés de résistance spécifiques à une direction en ajustant l'orientation des couches de brins ou de plaquettes. Les plaquettes ou les lamelles utilisées dans la fabrication de l'OSB mesurent généralement jusqu'à 150 mm de long dans le sens du fil, 25 mm de large et moins de 1 mm (1/32″) d'épaisseur.
Au Canada, les panneaux OSB sont fabriqués pour répondre aux exigences de la norme CSA O325. Cette norme définit les performances pour des utilisations finales spécifiques telles que le revêtement de plancher, de toit et de mur dans les constructions à ossature légère en bois. Les revêtements conformes à la norme CSA O325 sont mentionnés dans la partie 9 du Code national du bâtiment du Canada (CNB). De plus, les valeurs de calcul pour le revêtement de construction en OSB sont énumérées dans la norme CSA O86, ce qui permet la conception technique des revêtements de toit, de mur et de plancher à l'aide de panneaux OSB conformes à la norme CSA O325.
Les panneaux OSB sont fabriqués en dimensions impériales et métriques, et sont soit à bords carrés, soit à languettes et rainures sur les bords longs pour les panneaux de 15 mm (19/32 in) et plus d'épaisseur. Pour plus d'informations sur les dimensions disponibles des panneaux OSB, voir le document ci-dessous.
Pour plus d'informations sur l'OSB, veuillez consulter les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Le contreplaqué est un panneau à base de bois d'ingénierie largement reconnu et utilisé dans les projets de construction canadiens depuis des décennies. Les panneaux de contreplaqué fabriqués pour des applications structurelles sont constitués de plusieurs couches ou plis de placage de bois résineux qui sont collés ensemble de manière à ce que le sens du grain de chaque couche de placage soit perpendiculaire à celui des couches adjacentes. Ces feuilles de placage croisées sont collées à l'aide d'un adhésif imperméable à base de résine phénol-formaldéhyde et durcies sous l'effet de la chaleur et de la pression.
Les panneaux de contreplaqué présentent une stabilité dimensionnelle supérieure, des propriétés de résistance et de rigidité dans les deux sens et un excellent rapport résistance/poids. Ils sont également très résistants aux chocs, aux produits chimiques et aux variations de température et d'humidité relative. Le contreplaqué reste plat pour donner une surface lisse et uniforme qui ne se fissure pas, ne se tasse pas et ne se tord pas. Le contreplaqué peut être peint, teinté ou commandé avec des teintures ou des finitions appliquées en usine. Le contreplaqué est disponible avec des bords équarris ou avec des rainures et languettes, ces dernières permettant de réduire les coûts de main-d'œuvre et de matériaux en éliminant la nécessité de bloquer les bords des panneaux dans certains scénarios de conception.
Le contreplaqué convient à une variété d'utilisations finales dans des conditions de service humides et sèches, notamment : sous-plancher, plancher à couche unique, revêtement de mur, de toit et de plancher, panneaux isolés structurels, applications marines, âmes de poutrelles en I en bois, coffrage en béton, palettes, conteneurs industriels et meubles.
Les panneaux de contreplaqué utilisés comme revêtement extérieur des murs et des toits remplissent de multiples fonctions : ils peuvent offrir une résistance aux forces latérales telles que les charges dues au vent et aux tremblements de terre et font également partie intégrante de l'enveloppe du bâtiment. Le contreplaqué peut être utilisé à la fois comme revêtement structurel et comme revêtement de finition. Pour les applications de revêtement extérieur, les contreplaqués spécialisés sont disponibles dans une large gamme de motifs et de textures, combinant les caractéristiques naturelles du bois avec des propriétés de résistance et de rigidité supérieures. Lorsqu'il est traité avec des produits de préservation du bois, le contreplaqué convient également à une utilisation dans des conditions d'exposition extrême et prolongée à l'humidité, comme les fondations permanentes en bois.
Le contreplaqué est disponible dans une grande variété de qualités d'aspect, allant de surfaces lisses et naturelles adaptées aux travaux de finition à des qualités non poncées plus économiques utilisées pour les revêtements. Le contreplaqué est disponible dans plus d'une douzaine d'essences courantes. épaisseurs et plus de vingt grades.
Le contreplaqué de sapin de Douglas non poncé, conforme à la norme CSA O121, et le contreplaqué de résineux canadien, conforme à la norme CSA O151, sont les deux types de contreplaqués de résineux les plus couramment produits au Canada. Tous les contreplaqués structuraux sont marqués d'une estampille lisible et durable indiquant : la conformité aux normes CSA O121, CSA O151 ou CSA O153, le fabricant, le type de liant (EXTERIOR), l'essence (DFP) ou (CSP), et la qualité.
Le contreplaqué peut être traité chimiquement pour améliorer sa résistance à la pourriture ou au feu. Le traitement de préservation doit être effectué par un procédé sous pression, conformément à la norme CSA O80. Les fabricants de contreplaqué doivent effectuer des tests conformément aux normes ASTM D5516 et ASTM D6305 pour déterminer les effets des produits ignifuges ou de tout autre produit chimique susceptible de réduire la résistance.
Pour plus d'informations, consultez les ressources suivantes :
ASTM D5516 Méthode d'essai normalisée pour l'évaluation des propriétés de flexion du contreplaqué de résineux traité ignifuge exposé à des températures élevées
ASTM D6305 Méthode normalisée de calcul des facteurs d'ajustement de la résistance à la flexion pour les revêtements de toiture en contreplaqué ignifugé
Le Code national du bâtiment du Canada (CNB) exige que certains bâtiments soient de "construction incombustible" en vertu de ses exigences normatives.
La construction incombustible est toutefois une appellation erronée, car elle n'exclut pas l'utilisation de matériaux "combustibles", mais en limite plutôt l'usage. Certains matériaux combustibles peuvent être utilisés, car il n'est ni économique ni pratique de construire un bâtiment entièrement en matériaux "incombustibles".
Le bois est probablement le matériau combustible le plus utilisé dans les bâtiments incombustibles et a de nombreuses applications dans les bâtiments classés comme constructions incombustibles par le CNB. En effet, les réglementations en matière de construction ne reposent pas uniquement sur l'utilisation de matériaux incombustibles pour atteindre un niveau acceptable de sécurité incendie. De nombreux matériaux combustibles sont autorisés dans les espaces cachés et dans les zones où, en cas d'incendie, ils ne risquent pas d'affecter sérieusement les autres caractéristiques de sécurité incendie du bâtiment.
Par exemple, il existe des autorisations pour l'utilisation de constructions en bois lourd pour les toits et les supports structurels des toits. Il peut également être utilisé pour les cloisons et les finitions murales, ainsi que pour les bandes de fourrure, les bordures de toit et les auvents, les bandes de rive, les bordures de toit, les pare-feu, les revêtements de toit, les menuiseries, les armoires, les comptoirs, les châssis de fenêtre, les portes et les revêtements de sol.
Son utilisation dans certains types de bâtiments tels que les bâtiments de grande hauteur est légèrement plus limitée dans des zones telles que les sorties, les couloirs et les halls d'entrée, mais même là, des traitements ignifuges peuvent être utilisés pour répondre aux exigences du CNB. Le CNB autorise également l'utilisation de bardages en bois pour les bâtiments désignés comme étant de construction incombustible.
Dans les bâtiments incombustibles protégés par gicleurs d'une hauteur maximale de deux étages, l'ensemble de la toiture et les supports de toiture peuvent être construits en bois massif. Pour être acceptables, les éléments en bois lourd doivent respecter des exigences minimales en matière de dimensions et d'installation. La construction en bois massif bénéficie de cette reconnaissance en raison de ses performances en cas d'exposition réelle au feu et de son acceptation en tant que méthode de construction sûre en cas d'incendie. L'expérience des pertes dues aux incendies a montré, même dans les bâtiments non protégés, que la construction en bois massif est supérieure aux toitures non combustibles n'ayant aucun degré de résistance au feu.
Dans d'autres bâtiments incombustibles, la construction en bois lourd, y compris les planchers, est autorisée sans que le bâtiment soit protégé par des gicleurs.
Dans les bâtiments protégés par gicleurs dont la construction combustible est autorisée, aucun degré de résistance au feu n'est exigé pour le toit ou ses supports lorsqu'ils sont construits en bois massif. Dans ces cas, un assemblage de toit en bois lourd et ses supports n'ont pas à se conformer aux dimensions minimales des éléments stipulées dans le CNB.
Définitions NBC :
Combustible signifie qu'un matériau ne répond pas aux critères d'acceptation de la norme CAN/ULC-S114, "Test de détermination de l'incombustibilité des matériaux de construction".
Construction combustible désigne un type de construction qui ne répond pas aux exigences en matière de construction incombustible.
Construction en bois lourd signifie que ce type de construction combustible dans lequel un certain degré de sécurité incendie est atteint en limitant les dimensions des éléments structurels en bois ainsi que l'épaisseur et la composition des planchers et des toits en bois, et en évitant les espaces cachés sous les planchers et les toits.
Construction incombustible désigne le type de construction dans lequel un certain degré de sécurité incendie est atteint par l'utilisation de incombustible des matériaux pour les éléments structurels et autres assemblages de construction.
Incombustible signifie qu'un matériau répond aux critères d'acceptation de la norme CAN/ULC-S114, "Test de détermination de l'incombustibilité des matériaux de construction".
Pour plus d'informations, consultez les ressources suivantes :
Manuel de conception du bois, Conseil canadien du bois
Code national du bâtiment du Canada
CAN/ULC-S114 Essai de détermination de l'incombustibilité des matériaux de construction
Escaliers et armoires de rangement dans les bâtiments incombustibles
Les escaliers à l'intérieur d'un logement peuvent être en bois, tout comme les armoires de rangement dans les bâtiments résidentiels. Ces derniers sont autorisés, car leur utilisation ne devrait pas présenter un risque d'incendie important.
Matériaux de toiture en bois dans les bâtiments incombustibles
Lors de l'installation de la toiture, il est possible d'utiliser des bandes de bois, des bordures de toit, des bandes de clouage et d'autres éléments similaires. Les toits en bois définis comme "construction en bois lourde" dans le CNB sont autorisés dans tout bâtiment incombustible d'une hauteur de deux étages ou moins lorsque le bâtiment est protégé par un système d'extincteurs automatiques.
Le revêtement de toiture et les supports de revêtement en bois sont autorisés dans les bâtiments incombustibles à condition :
ils sont installés au-dessus d'une terrasse en béton ;
l'espace dissimulé ne s'étend pas à plus de 1 m (39 in) au-dessus du pont ;
le vide sous toit est compartimenté par des blocs de fire ;
les ouvertures à travers le tablier en béton sont situées dans des puits incombustibles ;
des parapets sont prévus sur le périmètre de la terrasse et s'étendent au moins 150 mm (6 po) au-dessus du revêtement ; et
aucune installation technique de bâtiment n'est située sur le toit, à l'exception de celles qui sont placées dans des puits incombustibles.
Les parapets et les puits incombustibles sont nécessaires pour éviter que les matériaux de toiture ne s'enflamment à cause de flammes dépassant des ouvertures de la façade du bâtiment ou de la toiture-terrasse. Les couvertures de toit ont souvent été des facteurs contribuant aux conflagrations. La plupart des couvertures de toit, même aujourd'hui, sont combustibles en raison de la nature même des matériaux utilisés pour les rendre imperméables.
L'objectif du CNB est d'exiger que les risques associés à une couverture de toit soient minimisés en fonction du type de bâtiment, de son emplacement et de son utilisation.
Le CNB autorise l'utilisation de couvertures de toit de classe C pour tout bâtiment régi par la partie 3, y compris tout bâtiment incombustible, quelle que soit sa hauteur ou sa superficie.
Cet indice C peut être facilement atteint en utilisant des bardeaux en bois fire-retardé (FRTW), des bardeaux d'asphalte ou un roofing en rouleau.
Dans les bâtiments dont la construction doit être incombustible, les couvertures doivent être classées en classe A, B ou C. Dans ce cas, l'utilisation de bardeaux FRTW sur les toits en pente est autorisée.
Les petits bâtiments à usage collectif dont la hauteur ne dépasse pas deux étages et dont la surface de construction est inférieure à 1000 m2 (10 000 ft2) n'ont pas besoin d'une classification pour la couverture du toit. Dans ces cas traditionnels, les bardeaux de bois non traités sont acceptables s'ils sont recouverts d'un matériau incombustible pour réduire le risque de brûlure.
Cloisons en bois dans les bâtiments incombustibles
L'ossature bois trouve de nombreuses applications dans les cloisons des bâtiments de faible et de grande hauteur qui doivent être de construction incombustible. L'ossature peut être placée dans la plupart des types de cloisons, avec ou sans indice de résistance au feu.
Les cloisons peuvent être constituées d'une ossature et d'un revêtement en bois ou de cloisons en bois massif d'une épaisseur minimale de 38 mm (2 pouces nominaux), à condition qu'elles ne soient pas trop grandes et qu'elles ne soient pas trop petites :
les cloisons ne sont pas utilisées dans un établissement de soins, de traitement ou de détention ;
la surface du compartiment de fire, s'il n'est pas protégé par gicleurs, est limitée à 600 m2 (la surface du compartiment de fire est illimitée dans une zone de floor qui est protégée par gicleurs) ; et,
le Code n'exige pas que les cloisons soient des séparations fire.
Par ailleurs, l'ossature en bois est autorisée dans les cloisons des zones de plancher et peut être utilisée dans la plupart des séparations de fire, sans limitation de la taille des compartiments ni nécessité d'une protection par sprinklers :
la hauteur des bâtiments ne dépasse pas trois étages ;
les cloisons ne sont pas utilisées dans un établissement de soins, de traitement ou de détention ; et,
les cloisons ne sont pas installées comme des enceintes pour les sorties ou les espaces de service verticaux.
De même, comme option finale, l'ossature bois est autorisée dans les bâtiments sans restriction de hauteur :
le bâtiment est équipé de gicleurs ;
les cloisons ne sont pas utilisées dans un établissement de soins, de traitement ou de détention ;
les cloisons ne sont pas installées pour protéger les issues ou les espaces de service verticaux ; et,
les cloisons ne sont pas utilisées comme fire de séparation pour fermer une mezzanine.
Ces tolérances dans le code sont basées sur la performance des cloisons à ossature bois firement évaluées par rapport aux cloisons à ossature acier. Cette recherche a montré une performance similaire pour les assemblages de poteaux en bois et en acier.
En outre, l'augmentation de la quantité de matériaux d'ossature combustibles autorisée n'est pas importante par rapport à ce qui est autorisé comme contenu. Dans de nombreux cas, l'ossature est protégée et ne brûle que plus tard lors d'un incendie, une fois que tout le contenu combustible a été consumé, et à ce moment-là, la menace pour la sécurité des personnes n'est pas élevée. L'exclusion de l'ossature dans les établissements de soins et de détention et dans les applications autour des espaces critiques tels que les puits et les sorties est appliquée pour maintenir le niveau de risque aussi bas que possible dans ces applications.
Fourrures en bois dans les bâtiments incombustibles
Le bois est particulièrement utile comme base de clouage (également appelé cloueur) pour les différents types de revêtements et de finitions intérieures.
Les fourrures en bois peuvent être utilisées pour fixer des matériaux de finition intérieurs tels que des plaques de plâtre, à condition qu'elles soient utilisées dans le cadre d'un projet de construction ou d'un projet de rénovation :
Les bandes sont fixées sur un support incombustible ou encastrées dans celui-ci.
L'espace caché créé par les éléments en bois n'a pas plus de 50 mm d'épaisseur.
L'espace caché créé par les éléments en bois est fire bloqué.
L'expérience a montré que le manque d'oxygène dans ces espaces cachés peu profonds empêche le développement rapide de la fire.
Les bandes de clouage en bois peuvent également être utilisées sur les parapets, à condition que les parements et toute membrane de toiture recouvrant les parements soient protégés par une tôle. Cela est autorisé parce qu'il est considéré qu'une base de clouage telle que du contreplaqué ou des panneaux à copeaux orientés (OSB) ne constitue pas un risque de fire excessif.
Parois et étages en bois dans les bâtiments incombustibles
Les sous-planchers et les parquets combustibles, tels que les lames de bois ou les parquets, sont autorisés dans tous les bâtiments incombustibles, y compris les immeubles de grande hauteur. Le revêtement de sol en bois fini n'est pas un problème majeur. Lors d'une fire, la couche d'air proche du plancher reste relativement fraîche par rapport à l'air chaud qui monte au plafond.
Les supports en bois pour les boiseries combustibles sont également autorisés à condition qu'il y ait des supports en bois pour les boiseries combustibles :
ils ont une hauteur minimale de 50 mm et maximale de 300 mm ;
ils sont appliqués directement sur une dalle de sol incombustible ou sont encastrés dans celle-ci ; et,
les espaces cachés sont fire bloqués (comme dans la figure 1 ci-dessous)
Cela permet d'utiliser des solives ou des fermes en bois, ces dernières offrant une plus grande flexibilité pour le passage des services de construction dans l'espace.
Comme les scènes sont généralement assez grandes et bien plus hautes que 300 mm, cela crée un grand espace caché. Pour cette raison, le plancher de scène en bois doit être soutenu par des éléments structurels incombustibles.
Figure 1. Porte surélevée en bois
Coupe-feu dans les bâtiments non combustibles
Le bois est couramment utilisé pour les arrêts de fire dans les constructions combustibles et il peut également être utilisé dans les assemblages non combustibles. Le bois est autorisé comme matériau d'arrêt de fire pour diviser les espaces cachés en compartiments dans les toits de construction combustible.
Toutefois, les arrêts de fire en bois doivent répondre aux critères des arrêts de fire lorsque l'assemblage est soumis à l'essai de fire standard utilisé pour déterminer la résistance à la fire.
Finitions intérieures en bois dans les bâtiments non combustibles
Les finitions en bois peuvent être utilisées dans les bâtiments incombustibles sur les murs et les cloisons à l'intérieur et à l'extérieur des suites et, dans une moindre mesure, dans des zones telles que les sorties et les halls d'entrée. L'utilisation de revêtements intérieurs est principalement réglementée par des restrictions sur leur indice de propagation de la flamme (FSR). Les finitions en bois ne dépassant pas 25 mm d'épaisseur et ayant un FSR de 150 ou moins peuvent être largement utilisées dans les bâtiments non combustibles qui ne sont pas considérés comme des bâtiments de grande hauteur. Cependant, lorsque les finitions sont utilisées comme protection pour l'isolation en mousse plastique, elles doivent agir comme une barrière thermique.
Certaines restrictions s'appliquent à certaines zones d'un bâtiment. La zone autorisée à avoir un FSR de 150 ou moins est limitée comme suit :
dans les sorties - seulement 10 % de la surface totale des murs
dans certains halls d'entrée - seulement 25 % de la surface totale des murs
dans les espaces verticaux - seulement 10 % de la surface totale des murs
L'utilisation de finitions en bois sur les plafonds des bâtiments incombustibles est beaucoup plus limitée, mais n'est pas totalement exclue. Dans de tels cas, le FSR doit être inférieur ou égal à 25. Dans certains cas, des finitions en bois ordinaire (FSR inférieur ou égal à 150) peuvent également être utilisées sur 10 % de la surface du plafond d'un compartiment de fire, ainsi que sur les plafonds des sorties, des halls et des couloirs.
Le bois traité ignifuge (TTA) doit être utilisé pour satisfaire à la limite la plus restrictive de la norme FSR 25. Par conséquent, il est largement autorisé dans les bâtiments incombustibles en tant que finition. La seule restriction est qu'il ne peut pas dépasser 25 mm (1 po) d'épaisseur lorsqu'il est utilisé comme finition, sauf lorsqu'il est utilisé comme lattes de bois au plafond, auquel cas aucune épaisseur maximale ne s'applique. L'exigence du CNB pour les finitions intérieures dans les bâtiments non combustibles requiert que la FSR soit applicable à toute surface du matériau qui peut être exposée en coupant à travers le matériau. Le FRTW est exempté de cette exigence car le traitement est appliqué par imprégnation sous pression. Les revêtements ignifuges ne sont pas exemptés car ils ne sont appliqués qu'en surface.
La limite de 75 FSR pour les revêtements muraux intérieurs dans certains couloirs n'exclut pas tous les produits du bois. Par exemple, le Western Red Cedar, l'amabilis fir, la pruche occidentale, le pin blanc occidental et l'épicéa blanc ou de Sitka ont tous un FSR inférieur ou égal à 75.
Les corridors nécessitant la FSR 75 sont les suivants
les couloirs publics, quelle que soit l'occupation ;
les couloirs utilisés par le public dans les établissements de réunion, de soins ou de détention ;
les couloirs desservant les salles de classe ; et,
les couloirs desservant les chambres dans les établissements de soins et de détention.
Si ces couloirs sont situés dans un bâtiment protégé par gicleurs, des revêtements en bois ayant un FSR inférieur ou égal à 150 peuvent être utilisés pour recouvrir toute la surface des murs.
Dans les immeubles de grande hauteur réglementés par le CNB (division B, sous-section 3.2.6.), les finitions en bois sont autorisées à l'intérieur des suites ou des espaces intérieurs, comme pour les autres bâtiments de construction incombustible. Cependant, certaines restrictions supplémentaires s'appliquent pour :
les escaliers de sortie ;
les couloirs ne se trouvent pas dans les suites ;
des vestibules aux escaliers de sortie ;
certains lobbies ;
les cabines d'ascenseurs ; et,
les espaces de service et les salles de service.
Bardage en bois dans les bâtiments incombustibles
Le CNB contient des règles sur l'utilisation de bardages combustibles et d'assemblages porteurs sur certains types de bâtiments dont la construction doit être incombustible. En particulier, l'utilisation de murs contenant à la fois des éléments de bardage combustibles et des éléments d'ossature en bois non porteurs est autorisée.
Ces murs peuvent être utilisés comme murs de type in-fill ou panneaux entre des éléments structurels, ou être fixés directement à un système structurel porteur et incombustible. Ceci s'applique aux bâtiments non protégés par gicleurs jusqu'à trois étages et aux bâtiments protégés par gicleurs de toute hauteur.
L'assemblage mural doit satisfaire aux critères d'un essai qui détermine son degré d'inflammabilité et les surfaces intérieures de l'assemblage mural doivent être protégées par une barrière thermique (par exemple, une plaque de plâtre de 12,7 mm) afin de limiter l'impact d'une fire intérieure sur l'assemblage mural.
Ces exigences découlent d'une recherche sur la fire qui a indiqué que certains assemblages de murs contenant des éléments combustibles ne favorisent pas la propagation de la fire extérieure au-delà d'une distance limitée.
Chaque assemblage doit être testé conformément à la norme CAN/ULC-S134 pour confirmer la conformité aux limites de propagation de la fire et du flux de chaleur spécifiées dans le CNB.
Le bardage décoratif en bois traité ignifuge (FRTW) est autorisé sur les fascias des auvents de premier étage. Dans ce cas, le bois doit subir un vieillissement accéléré avant d'être testé pour établir l'indice de propagation de la flame. Un RSF de 25 ou moins est requis.
Menuiseries et encadrements de fenêtres dans les bâtiments incombustibles
Les menuiseries en bois telles que les garnitures intérieures, les portes et leurs cadres, les vitrines et leurs cadres, les tabliers et leurs supports, les mains courantes, les étagères, les armoires et les comptoirs sont également autorisées dans les constructions incombustibles. Comme ces éléments contribuent peu au risque de fire globale, il n'est pas nécessaire de restreindre leur utilisation.
Les cadres et les châssis en bois sont autorisés dans les bâtiments incombustibles à condition que chaque fenêtre soit séparée des fenêtres adjacentes par une construction incombustible et qu'elle respecte la limite de la surface totale des ouvertures sur la face extérieure d'un compartiment de fire.
Les vitres se brisent généralement très tôt au cours d'un incendie, ce qui permet aux flames de dépasser de l'ouverture et crée ainsi un risque sérieux de propagation verticale de l'incendie. L'exigence d'une construction incombustible entre les fenêtres vise à limiter la propagation du fire le long des cadres combustibles étroitement encastrés dans la façade extérieure du bâtiment.
Le Code national du bâtiment du Canada (CNB) contient des exigences relatives à la conception technique des produits et systèmes structuraux en bois. La norme CSA O86 est citée en référence dans la partie 4 du CNB et dans les codes du bâtiment provinciaux pour la conception technique des produits structuraux en bois. La première édition de la norme CSA O86 a été publiée en 1959.
La norme CSA O86 fournit des critères pour la conception structurale et l'évaluation des structures ou des éléments structuraux en bois. Elle est rédigée dans le format du calcul aux états limites (CEL) et fournit des équations de résistance et des valeurs de résistance spécifiées pour les produits structuraux en bois, notamment : le bois d'œuvre classé, le bois lamellé-collé, le bois lamellé-croisé (CLT), le contreplaqué sans sable, les panneaux de particules orientées (OSB), les éléments de construction composites, les murs de cisaillement et les diaphragmes à ossature légère, les pilotis en bois, les constructions de type poteau, les solives en I préfabriquées en bois, les produits en bois composite structural (SCL), les fondations permanentes en bois (PWF) et leurs assemblages structuraux.
La norme CSA O86 fournit des approches rationnelles pour les vérifications de conception structurelle liées aux états limites ultimes, tels que la flexion, le cisaillement et les appuis, ainsi qu'aux états limites d'aptitude au service, tels que la déflexion et la vibration. La norme CSA O86 contient également des facteurs de modification de la résistance pour les comportements liés à la durée de la charge, aux effets de taille, aux conditions de service, à la stabilité latérale, aux effets de système, aux traitements de conservation et ignifuges, aux entailles, à l'élancement et à la longueur d'appui.
La conception structurelle des bâtiments et des éléments en bois est réalisée à l'aide des charges définies dans la partie 4 du CNB et des valeurs de résistance des matériaux obtenues à l'aide de la norme CSA O86. Les habitations et autres petits bâtiments peuvent être construits sans conception structurelle complète en utilisant les exigences normatives décrites dans la partie 9 "Habitations et petits bâtiments" du CNB.
Pour plus d'informations, consultez les ressources suivantes :
CSA S-6 Code canadien de conception des ponts routiers
Comme l'indique la philosophie de conception de la norme CSA S-6, la sécurité est la principale préoccupation dans la conception des ponts routiers au Canada. Pour les produits en bois, la norme CSA S-6 traite des critères de conception associés aux états limites ultimes et aux états limites d'aptitude au service (principalement la déflexion, la fissuration et les vibrations). Les états limites de fatigue doivent également être pris en compte pour les éléments de connexion en acier des ponts en bois. La durée de vie de la structure dans la norme CSA S-6 a été fixée à 75 ans pour tous les types de ponts, y compris les ponts en bois.
La norme CSA S-6 s'applique aux types de structures et de composants en bois susceptibles d'être requis pour les autoroutes, y compris le bois lamellé-collé, le bois de sciage, le bois de charpente composite (SCL), les tabliers en bois lamellé-collé, les tabliers en bois lamellé-béton, les tabliers en bois lamellé précontraint, les fermes, les pieux en bois, les caissons en bois et les tréteaux en bois. La norme ne s'applique pas aux faux-planchers ni aux coffrages.
La norme CSA S-6 porte sur la conception des éléments en bois soumis à la flexion, au cisaillement, à la compression et aux appuis. En outre, la norme fournit des conseils et des exigences concernant la cambrure et la courbure des éléments en bois. D'autres informations sur la durabilité, le drainage et le traitement de préservation du bois dans les ponts sont également abordées.
CSA S406 Spécification des fondations permanentes en bois pour les habitations et les petits bâtiments
La norme CSA S406 est la norme de conception et de construction des fondations permanentes en bois (FPC) qui est citée en référence dans la partie 9 du CNB et dans les codes du bâtiment provinciaux. La première édition de la norme CSA S406 a été publiée en 1983, et les révisions et mises à jour subséquentes de la norme ont été publiées en 1992, 2014 et 2016. La norme CSA S406 s'applique à la sélection des matériaux, à la conception, à la fabrication et à l'installation de la MPO. La norme contient également des renseignements sur la préparation du site, les matériaux, le découpage et l'usinage, les semelles, les produits d'étanchéité, les barrières extérieures contre l'humidité, le remblayage et le nivellement du site.
La norme CSA S406 fournit des détails spécifiques et des exigences normatives pour les bâtiments construits sur des MPO qui relèvent de la partie 9 du Code national du bâtiment du Canada (CNB), c'est-à-dire les bâtiments d'une hauteur maximale de trois étages au-dessus des fondations et dont l'aire de construction ne dépasse pas 600 mètres.2. La norme CSA S406 prévoit l'utilisation facultative de traverses en bois, de dalles de béton coulées et de planchers de sous-sol en bois suspendus comme éléments de l'IGC, ainsi que l'utilisation de l'IGC comme enceinte de vide sanitaire. La norme n'exclut pas les CTA qui peuvent également être conçus pour des bâtiments plus importants, en utilisant les mêmes principes de conception, à condition que les exigences du code du bâtiment soient respectées.
La norme CSA S406 comprend de nombreux tableaux de sélection et figures isométriques visant à améliorer l'efficacité de la conception et la compréhension des détails de construction des coffrages en béton armé. La norme a été élaborée sur la base d'hypothèses de conception technique spécifiques concernant les procédures d'installation, le type de sol, les portées libres pour les planchers et les toits, les charges permanentes et dynamiques, les facteurs de modification, les déflexions et la hauteur de remblayage.
Pour les conditions qui dépassent la portée de la norme CSA S406, des détails similaires peuvent être utilisés à condition qu'ils soient fondés sur des principes d'ingénierie reconnus qui garantissent un niveau de performance équivalent à celui énoncé dans la norme CSA S406. Si l'une des conditions de conception est différente ou plus sévère que les hypothèses, le PWF doit être conçu par un ingénieur ou un architecte et installé conformément à la norme. Indépendamment de la taille du bâtiment et de la conformité aux hypothèses de conception de la norme CSA S406, certaines autorités compétentes exigent le sceau d'un professionnel de la conception pour délivrer un permis de construire.
Pour plus d'informations, consultez les ressources suivantes :
En utilisant du bois rond qui n'est souvent pas adapté à la production de bois d'œuvre, les panneaux à base de bois permettent d'utiliser efficacement les ressources forestières en fournissant des produits en bois d'ingénierie avec des propriétés de résistance et de rigidité définies.
Les panneaux structuraux à base de bois, tels que le contreplaqué et les panneaux à copeaux orientés (OSB), sont largement utilisés dans la construction résidentielle et commerciale. Les panneaux à base de bois sont souvent superposés sur des solives ou des fermes légères et utilisés comme revêtement structurel pour les planchers, les toits et les murs. Ces produits assurent la rigidité des principaux éléments structurels qui les soutiennent, en plus de leur fonction d'élément de l'enveloppe du bâtiment. En outre, ils font souvent partie intégrante du système de résistance aux forces latérales d'un bâtiment en bois.
Afin de pouvoir être utilisés pour un usage final particulier, tel qu'un revêtement structurel, un plancher ou un bardage extérieur, les panneaux à base de bois doivent répondre à des critères de performance portant sur trois aspects : la performance structurelle, les propriétés physiques et la performance d'adhérence. Pour plus d'informations sur le classement des performances et les utilisations finales potentielles des panneaux à base de bois, consultez le site de l'APA - The Engineered Wood Association.
Le bois d'œuvre à lamelles orientées (OSL) présente des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication de l'OSL permet de fabriquer de grandes pièces à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières.
L'OSL est principalement utilisé comme ossature structurelle dans la construction résidentielle, commerciale et industrielle. Les applications courantes de l'OSL dans la construction comprennent les chevêtres et les poutres, les montants des murs hauts, les planches de rive, les plaques d'appui, la menuiserie et l'encadrement des fenêtres. L'OSL offre également une bonne résistance aux fixations.
Comme le bois lamellé-collé (LSL), l'OSL est fabriqué à partir de lamelles de bois dont le rapport longueur/épaisseur est d'environ 75. Les brins de bois utilisés dans l'OSL sont plus courts que ceux du LSL. Combinés à un adhésif, les brins sont orientés et formés en un grand mat ou billette, puis pressés. L'OSL ressemble au panneau de lamelles orientées (OSB), car ils sont tous deux fabriqués à partir d'essences de bois similaires et contiennent des lamelles de bois, mais, contrairement à l'OSB, les lamelles de l'OSL sont disposées parallèlement à l'axe longitudinal de l'élément.
L'OSL est un produit de bois d'ingénierie solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans l'ensemble du matériau ou ont été complètement éliminés au cours du processus de fabrication. Comme d'autres produits SCL tels que le LVL et le PSL, l'OSL offre des propriétés de résistance et de rigidité prévisibles et une stabilité dimensionnelle qui minimise la torsion et le retrait.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Comme tout autre produit en bois, l'OSL doit être protégé des intempéries pendant le stockage sur le chantier et après l'installation. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforcera sa résistance à la pénétration de l'humidité.
L'OSL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de normes de production ni de valeurs de conception communes pour l'OSL. Les valeurs de conception sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456 et les valeurs de conception sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique en bois
ASTM D5456 Spécification standard pour l'évaluation des produits de bois de charpente composite
Le bois de sciage à fils parallèles (PSL) présente des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication de l'OSL permet de fabriquer de grandes pièces à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières. Au Canada, le PSL est fabriqué à partir de sapin de Douglas.
Le PSL est principalement utilisé comme ossature structurelle dans la construction résidentielle, commerciale et industrielle. Les applications courantes du PSL dans la construction comprennent les chevêtres, les poutres et les linteaux dans les constructions à ossature légère, ainsi que les poutres et les colonnes dans les constructions à poteaux et à poutres. Le PSL est un matériau structurel attrayant qui convient aux applications où l'aspect fini est important.
Comme le bois lamellé-collé (LSL) et le bois orienté (OSL), le PSL est fabriqué à partir de lamelles de bois disposées parallèlement à l'axe longitudinal de l'élément et dont le rapport longueur/épaisseur est d'environ 300. Les brins de bois utilisés dans le PSL sont plus longs que ceux utilisés pour fabriquer le LSL et l'OSL. Combinées à un adhésif phénol-formaldéhyde imperméable à l'extérieur, les lamelles sont orientées et formées en une grande billette, puis pressées ensemble et durcies à l'aide d'un rayonnement micro-ondes.
Les poutres PSL sont disponibles en épaisseurs de 68 mm (2-11/16 in), 89 mm (3-1/2 in), 133 mm (5-1/4 in), et 178 mm (7 in) et une profondeur maximale de 457 mm (18 in). Les colonnes PSL sont disponibles en dimensions carrées ou rectangulaires de 89 mm (3-1/2 po), 133 mm (5-1/4 po) et 178 mm (7 po). Les épaisseurs les plus faibles peuvent être utilisées individuellement en tant que couches simples ou être combinées pour des applications multicouches. Le PSL peut être fabriqué en grandes longueurs, mais il est généralement limité à 20 m par les contraintes de transport.
Le PSL est un produit de bois d'ingénierie solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans tout le matériau ou ont été complètement éliminés au cours du processus de fabrication. Comme les autres produits SCL (LVL, LSL et OSL), le PSL offre des propriétés de résistance et de rigidité prévisibles ainsi qu'une stabilité dimensionnelle. Fabriqué à un taux d'humidité de 11 %, le PSL est moins sujet au rétrécissement, au gauchissement, à la déformation, à la courbure et au fendillement.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Le PSL présente une texture riche et conserve de nombreuses lignes de colle foncées. Le PSL peut être usiné, teinté et fini en utilisant les techniques applicables au bois de sciage. Les membres du PSL acceptent facilement la teinture pour rehausser la chaleur et la texture du bois. Tous les PSL sont poncés à la fin du processus de production afin de garantir des dimensions précises et de fournir une surface de haute qualité pour l'apparence.
Comme tout autre produit en bois, le PSL doit être protégé des intempéries pendant le stockage sur le chantier et après l'installation. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforce sa résistance à la pénétration de l'humidité. Le PSL accepte facilement un traitement de préservation et il est possible d'obtenir un degré élevé de pénétration du produit. Le PSL traité peut être spécifié pour les expositions à une humidité élevée.
Le PSL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de norme commune de production ni de valeurs de conception communes pour les PSL. Les valeurs de conception sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456 et les valeurs de conception sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Le Centre canadien des matériaux de construction (CCMC) a accepté que le PSL soit utilisé comme construction en bois lourd, conformément aux dispositions de la partie 3 du Code national du bâtiment du Canada.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique en bois
ASTM D5456 Spécification standard pour l'évaluation des produits de bois de charpente composite
The durability of bois is often a function of water, but that doesn’t mean bois can never get wet. Quite the contrary, bois and water usually live happily together. Bois...
...bois however they do not significantly damage the bois structurally. Soft-rot fungi and bois-rotting basidiomycetes can cause strength loss in bois, with the basidiomycetes the ones responsible for decay problems...
...flying ants by the equal size of all four termite wings. Three types of termites can be distinguished on the basis of their moisture requirements: Dampbois termites Drybois termites Subterranean...
...and regional building codes, an overview of such measures may be of use to Canadian marketers of bois products and manufactured homes. Termite control measures can be broadly grouped into...
...other holes or penetrations, checks and delaminations. Moisture flow in bois may be 100 to 1000 times faster along than across the grain. Patterns of moisture distribution in bois are...
...www.durablebois.com Bois Préservation Canada Canadien Bois Association de préservation CSA série O80 Bois conservation CSA O86 Conception d'ingénierie en bois Agence de réglementation de la lutte antiparasitaire de Santé Canada Bois Association de Protection...
Bolts are widely used in bois construction. They are able to resist moderately heavy loads with relatively few connectors. Bolts may be used in bois-tobois, bois-to-steel and bois-to-concrete connection types....
...of Canada CSA S347 Method of Test for Evaluation of Truss Plates used in Lumber Joints ASTM D1761 Standard Test Methods for Mechanical Fasteners in Bois Canadien Bois Truss Association...
Nailing is the most basic and most commonly used means of attaching members in bois frame construction. Common nails and spiral nails are used extensively in all types of bois...
...screws commonly used are shown in Figure 5.4, below. For more information on bois screws, refer to the following resources: ASME B18.6.1 Bois Screws CSA O86 Engineering design in bois...
...the ends of timbers are carved out so that they fit together like puzzle pieces. The variations and configurations of bois-tobois joints is quite large and complex. Some common bois-tobois...
...on OSB, please refer to the following resources: APA – The Engineered Bois Association National Building Code of Canada CSA O86 Engineering design in bois CSA O325 Construction sheathing CSA...
Bois massif Environnement Sécurité Durabilité Systèmes de conception Budget Gestion de la construction Résistance au feu Bâtiments de grande taille Bâtiments courts