Comme pour tous les autres matériaux de construction, un aspect essentiel des structures en bois est la manière dont les éléments sont reliés. Les produits en bois sont des matériaux de construction faciles à percer, à ciseler ou à façonner pour faciliter l'assemblage des éléments, et il existe un certain nombre de méthodes et une large gamme de produits pour l'assemblage du bois. L'installation d'attaches métalliques est la méthode la plus courante d'assemblage des produits en bois et une large gamme de matériel est disponible. Cela va des clous et des connecteurs légers utilisés pour la construction de charpentes légères aux boulons, plaques latérales et autres pièces de quincaillerie utilisées pour les assemblages de pièces lourdes. Chaque type de fixation est conçu pour être utilisé avec un type de construction particulier.
Pour de nombreuses applications, telles que le clouage de murs à ossature légère, les fixations métalliques n'ont qu'une fonction structurelle et seront dissimulées par les finitions intérieures et extérieures. Dans d'autres cas, lorsque les éléments en bois ont une fonction structurelle et sont laissés apparents pour ajouter un intérêt visuel à une conception et donner un aspect robuste à une structure, il faut réfléchir à la disposition des connexions ainsi qu'à la sélection et à la finition des produits en bois eux-mêmes. Dans d'autres cas, lorsque des fixations métalliques sont exposées à la vue, le concepteur peut souhaiter qu'elles soient aussi discrètes que possible. Pour ce faire, il peut choisir des fixations telles que des anneaux fendus et des boulons, réduire l'impact visuel de la quincaillerie en l'encastrant dans les éléments en bois, ou utiliser la peinture pour réduire l'importance d'une connexion.
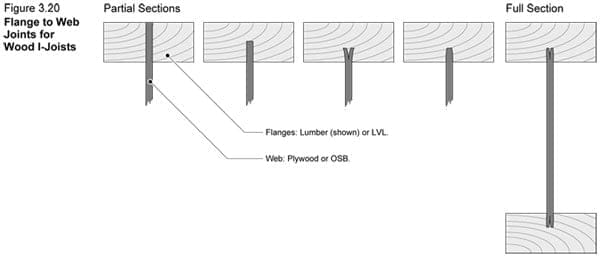
Les solives en I préfabriquées en bois sont des éléments structuraux en bois exclusifs qui consistent en des brides de bois de sciage massif ou de bois de placage stratifié (LVL) assemblées par entures multiples et fixées à une âme de contreplaqué ou de panneau à copeaux orientés (OSB) à l'aide d'un adhésif. Les joints de panneaux en bande sont collés et assemblés selon plusieurs méthodes, telles que l'aboutage des extrémités carrées des panneaux, l'écharpe des extrémités des panneaux, ou la formation d'un joint de type dentelé ou à rainure et languette. Les adhésifs imperméables à l'extérieur, tels que le phénol-formaldéhyde et le phénol-résorcinol, sont principalement utilisés pour les joints de l'âme à l'âme et de l'âme à l'aile. Plusieurs fabricants proposent différentes combinaisons de matériaux pour les ailes et les âmes, ainsi que d'autres types de connexions entre les âmes et les ailes (voir la figure 3.20 ci-dessous). Les solives en I en bois sont disponibles dans une variété de profondeurs standard et dans des longueurs allant jusqu'à 20 m (66 ft).
Chaque fabricant produit des solives en I dont les caractéristiques de résistance et de rigidité sont uniques. Pour s'assurer que leurs produits ont été fabriqués dans le cadre d'un programme d'assurance qualité supervisé par un organisme de certification indépendant, les fabricants font généralement évaluer et enregistrer leurs produits conformément aux exigences et aux directives du Centre canadien des matériaux de construction (CCMC).
La forme en "I" de la section transversale de ces produits structuraux en bois offre un rapport résistance/poids plus élevé que le bois de sciage massif traditionnel. La rigidité uniforme, la résistance et la légèreté de ces éléments préfabriqués permettent d'utiliser des solives et des chevrons de plus grande portée dans la construction résidentielle et commerciale. Les solives en I en bois sont généralement fabriquées à partir d'ailes et d'âmes non traitées et ne sont donc généralement pas utilisées pour les applications extérieures. Les solives en I en bois sont également stables sur le plan dimensionnel car elles sont fabriquées avec un taux d'humidité compris entre 6 et 12 %.
Pour l'installation des services mécaniques et électriques, de nombreux fabricants fournissent des exigences et des conseils concernant la forme, la taille et l'emplacement des ouvertures, des encoches, des trous et des coupes. La plupart des fournisseurs de solives en bois en I stockent également des suspensions de solives standard et d'autres éléments de connexion préfabriqués spécialement conçus pour être utilisés avec les solives en bois en I.
Pour de plus amples informations sur les solives en I en bois, veuillez consulter les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction (CNRC)
Association des fabricants de poutrelles en I en bois (WIJMA)
CSA O86 Conception technique en bois
ASTM D5055 Spécification normalisée pour l'établissement et le contrôle des capacités structurelles des poutres en I préfabriquées en bois
En utilisant du bois rond qui n'est souvent pas adapté à la production de bois d'œuvre, les panneaux à base de bois permettent d'utiliser efficacement les ressources forestières en fournissant des produits en bois d'ingénierie avec des propriétés de résistance et de rigidité définies.
Les panneaux structuraux à base de bois, tels que le contreplaqué et les panneaux à copeaux orientés (OSB), sont largement utilisés dans la construction résidentielle et commerciale. Les panneaux à base de bois sont souvent superposés sur des solives ou des fermes légères et utilisés comme revêtement structurel pour les planchers, les toits et les murs. Ces produits assurent la rigidité des principaux éléments structurels qui les soutiennent, en plus de leur fonction d'élément de l'enveloppe du bâtiment. En outre, ils font souvent partie intégrante du système de résistance aux forces latérales d'un bâtiment en bois.
Afin de pouvoir être utilisés pour un usage final particulier, tel qu'un revêtement structurel, un plancher ou un bardage extérieur, les panneaux à base de bois doivent répondre à des critères de performance portant sur trois aspects : la performance structurelle, les propriétés physiques et la performance d'adhérence. Pour plus d'informations sur le classement des performances et les utilisations finales potentielles des panneaux à base de bois, consultez le site de l'APA - The Engineered Wood Association.
Utilisé pour la première fois pendant la Seconde Guerre mondiale pour fabriquer des hélices d'avion, le bois de placage stratifié (LVL) est disponible comme produit de construction depuis le milieu des années 1970. Le LVL est le produit de bois composite structurel (SCL) le plus largement utilisé et offre des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication du LVL permet de fabriquer des éléments de grande taille à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières. Le LVL est généralement fabriqué à partir d'essences de bois telles que le sapin de Douglas, le mélèze, le pin jaune du Sud et le peuplier.
Le LVL est principalement utilisé comme ossature structurelle dans la construction résidentielle et commerciale. Les applications courantes du LVL dans la construction comprennent les chevêtres et les poutres, les chevrons d'arêtier et de noue, les planches d'échafaudage et le matériau de la bride pour les solives en I préfabriquées en bois. Le LVL peut également être utilisé pour les poteaux de signalisation routière et comme plancher de camion.
Les LVL sont constitués de placages de bois séchés et classés, enduits d'un adhésif imperméable à base de résine phénol-formaldéhyde, assemblés selon un schéma bien défini et transformés en billettes par durcissement dans une presse chauffée. Les billettes LVL sont ensuite sciées aux dimensions souhaitées en fonction de l'application finale.
Le grain de chaque couche de placage est orienté dans le même sens (long), ce qui permet de charger le LVL sur son bord court (axe fort) comme une poutre ou sur sa face large (axe faible) comme une planche. Ce type de stratification est appelé stratification parallèle et produit un matériau plus uniforme et plus prévisible que les produits en bois d'ingénierie fabriqués à l'aide d'une stratification croisée, comme le contreplaqué.
Le LVL est un produit solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans tout le matériau ou ont été complètement éliminés au cours du processus de fabrication.
L'épaisseur la plus courante du LVL est de 45 mm (1-3/4 in), ce qui permet de construire facilement des poutres plus larges en fixant plusieurs plis LVL ensemble sur le chantier. Le LVL peut également être fabriqué dans des épaisseurs allant de 19 mm (3/4 po) à 178 mm (7 po). Les poutres LVL les plus courantes ont une profondeur de 241 mm, 302 mm, 356 mm, 406 mm, 476 mm et 606 mm. D'autres largeurs et profondeurs peuvent également être disponibles auprès de certains fabricants. Les LVL sont disponibles en longueurs allant jusqu'à 24,4 m (80 ft), les longueurs les plus courantes étant 14,6 m (48 ft), 17 m (56 ft), 18,3 m (60 ft) et 20,1 m (66 ft). Le LVL peut facilement être coupé à la longueur voulue sur le chantier.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Le LVL est un produit à base de bois dont le comportement au feu est similaire à celui d'un bois de sciage massif ou d'une poutre en lamellé-collé de taille comparable. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Le LVL est principalement utilisé comme élément structurel, le plus souvent dans des espaces cachés où l'apparence n'est pas importante. Certains fabricants proposent des produits finis ou de qualité architecturale, généralement moyennant un supplément de prix. Toutefois, lorsque l'on souhaite utiliser le LVL dans des applications où l'aspect est important, on peut utiliser les techniques courantes de finition du bois pour accentuer le grain et protéger la surface du bois. Dans son aspect fini, le LVL ressemble au contreplaqué ou au bois d'œuvre sur la face large.
Comme tout autre produit du bois, le LVL doit être protégé des intempéries pendant l'entreposage sur le chantier et après la pose. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforce sa résistance à la pénétration de l'humidité.
Le LVL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de norme commune de production ni de valeurs de calcul communes pour le LVL. Les valeurs de calcul sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456, et les valeurs de calcul sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique en bois
ASTM D5456 Spécification standard pour l'évaluation des produits de bois de charpente composite
Le bois lamellé-collé (LSL) est l'un des produits les plus récents du bois composite structurel (SCL) dont l'utilisation s'est répandue. Le bois lamellé offre des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication du LSL permet de fabriquer de grandes pièces à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières. Le LSL est généralement fabriqué à partir d'essences de bois à croissance rapide telles que le tremble et le peuplier.
Le bois lamellé-collé est principalement utilisé comme ossature structurelle dans la construction résidentielle, commerciale et industrielle. Les applications courantes du LSL dans la construction comprennent les chevêtres et les poutres, les montants des murs hauts, les planches de rive, les plaques d'appui, la menuiserie et l'encadrement des fenêtres. Le LSL offre également une bonne résistance aux fixations.
À l'instar du bois de sciage à copeaux parallèles (PSL) et du bois de sciage à copeaux orientés (OSL), le LSL est fabriqué à partir de copeaux de bois dont le rapport longueur/épaisseur est d'environ 150. Combinés à un adhésif, les brins sont orientés et formés en un grand matelas ou une billette, puis pressés. Le LSL ressemble au panneau à lamelles orientées (OSB), car ils sont tous deux fabriqués à partir d'essences de bois similaires et contiennent des lamelles de bois, mais, contrairement à l'OSB, les lamelles du LSL sont disposées parallèlement à l'axe longitudinal de l'élément.
Le LSL est un produit de bois d'ingénierie solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans l'ensemble du matériau ou ont été complètement éliminés au cours du processus de fabrication. Comme d'autres produits SCL tels que le LVL et le PSL, le LSL offre des propriétés de résistance et de rigidité prévisibles et une stabilité dimensionnelle qui minimise la torsion et le retrait.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Comme tout autre produit en bois, le LSL doit être protégé des intempéries pendant le stockage sur le chantier et après l'installation. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforce sa résistance à la pénétration de l'humidité.
Le LSL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de norme commune de production ni de valeurs de conception communes pour le LSL. Les valeurs de conception sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456, et les valeurs de conception sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique du bois
ASTM D5456 Standard Specification for Evaluation of Structural Composite Lumber Products (Spécification standard pour l'évaluation des produits de bois de charpente composite)
Le bois d'œuvre à lamelles orientées (OSL) présente des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication de l'OSL permet de fabriquer de grandes pièces à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières.
L'OSL est principalement utilisé comme ossature structurelle dans la construction résidentielle, commerciale et industrielle. Les applications courantes de l'OSL dans la construction comprennent les chevêtres et les poutres, les montants des murs hauts, les planches de rive, les plaques d'appui, la menuiserie et l'encadrement des fenêtres. L'OSL offre également une bonne résistance aux fixations.
Comme le bois lamellé-collé (LSL), l'OSL est fabriqué à partir de lamelles de bois dont le rapport longueur/épaisseur est d'environ 75. Les brins de bois utilisés dans l'OSL sont plus courts que ceux du LSL. Combinés à un adhésif, les brins sont orientés et formés en un grand mat ou billette, puis pressés. L'OSL ressemble au panneau de lamelles orientées (OSB), car ils sont tous deux fabriqués à partir d'essences de bois similaires et contiennent des lamelles de bois, mais, contrairement à l'OSB, les lamelles de l'OSL sont disposées parallèlement à l'axe longitudinal de l'élément.
L'OSL est un produit de bois d'ingénierie solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans l'ensemble du matériau ou ont été complètement éliminés au cours du processus de fabrication. Comme d'autres produits SCL tels que le LVL et le PSL, l'OSL offre des propriétés de résistance et de rigidité prévisibles et une stabilité dimensionnelle qui minimise la torsion et le retrait.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Comme tout autre produit en bois, l'OSL doit être protégé des intempéries pendant le stockage sur le chantier et après l'installation. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforcera sa résistance à la pénétration de l'humidité.
L'OSL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de normes de production ni de valeurs de conception communes pour l'OSL. Les valeurs de conception sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456 et les valeurs de conception sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique en bois
ASTM D5456 Spécification standard pour l'évaluation des produits de bois de charpente composite
Le bois de sciage à fils parallèles (PSL) présente des caractéristiques telles qu'une grande résistance, une grande rigidité et une grande stabilité dimensionnelle. Le processus de fabrication de l'OSL permet de fabriquer de grandes pièces à partir d'arbres relativement petits, ce qui permet une utilisation efficace des ressources forestières. Au Canada, le PSL est fabriqué à partir de sapin de Douglas.
Le PSL est principalement utilisé comme ossature structurelle dans la construction résidentielle, commerciale et industrielle. Les applications courantes du PSL dans la construction comprennent les chevêtres, les poutres et les linteaux dans les constructions à ossature légère, ainsi que les poutres et les colonnes dans les constructions à poteaux et à poutres. Le PSL est un matériau structurel attrayant qui convient aux applications où l'aspect fini est important.
Comme le bois lamellé-collé (LSL) et le bois orienté (OSL), le PSL est fabriqué à partir de lamelles de bois disposées parallèlement à l'axe longitudinal de l'élément et dont le rapport longueur/épaisseur est d'environ 300. Les brins de bois utilisés dans le PSL sont plus longs que ceux utilisés pour fabriquer le LSL et l'OSL. Combinées à un adhésif phénol-formaldéhyde imperméable à l'extérieur, les lamelles sont orientées et formées en une grande billette, puis pressées ensemble et durcies à l'aide d'un rayonnement micro-ondes.
Les poutres PSL sont disponibles en épaisseurs de 68 mm (2-11/16 in), 89 mm (3-1/2 in), 133 mm (5-1/4 in), et 178 mm (7 in) et une profondeur maximale de 457 mm (18 in). Les colonnes PSL sont disponibles en dimensions carrées ou rectangulaires de 89 mm (3-1/2 po), 133 mm (5-1/4 po) et 178 mm (7 po). Les épaisseurs les plus faibles peuvent être utilisées individuellement en tant que couches simples ou être combinées pour des applications multicouches. Le PSL peut être fabriqué en grandes longueurs, mais il est généralement limité à 20 m par les contraintes de transport.
Le PSL est un produit de bois d'ingénierie solide, hautement prévisible et uniforme, car les défauts naturels tels que les nœuds, l'inclinaison du grain et les fentes ont été dispersés dans tout le matériau ou ont été complètement éliminés au cours du processus de fabrication. Comme les autres produits SCL (LVL, LSL et OSL), le PSL offre des propriétés de résistance et de rigidité prévisibles ainsi qu'une stabilité dimensionnelle. Fabriqué à un taux d'humidité de 11 %, le PSL est moins sujet au rétrécissement, au gauchissement, à la déformation, à la courbure et au fendillement.
Toutes les coupes, entailles ou perçages spéciaux doivent être effectués conformément aux recommandations du fabricant. Les catalogues et les rapports d'évaluation des fabricants sont les principales sources d'information pour la conception, les détails d'installation typiques et les caractéristiques de performance.
Le PSL présente une texture riche et conserve de nombreuses lignes de colle foncées. Le PSL peut être usiné, teinté et fini en utilisant les techniques applicables au bois de sciage. Les membres du PSL acceptent facilement la teinture pour rehausser la chaleur et la texture du bois. Tous les PSL sont poncés à la fin du processus de production afin de garantir des dimensions précises et de fournir une surface de haute qualité pour l'apparence.
Comme tout autre produit en bois, le PSL doit être protégé des intempéries pendant le stockage sur le chantier et après l'installation. L'emballage du produit avant son expédition sur le chantier est important pour assurer la protection contre l'humidité. Le scellement des extrémités et des bords du produit renforce sa résistance à la pénétration de l'humidité. Le PSL accepte facilement un traitement de préservation et il est possible d'obtenir un degré élevé de pénétration du produit. Le PSL traité peut être spécifié pour les expositions à une humidité élevée.
Le PSL est un produit breveté et, par conséquent, les propriétés techniques et les dimensions spécifiques sont propres à chaque fabricant. Il n'existe donc pas de norme commune de production ni de valeurs de conception communes pour les PSL. Les valeurs de conception sont dérivées des résultats d'essais analysés conformément à la norme CSA O86 et à la norme ASTM D5456 et les valeurs de conception sont examinées et approuvées par le Centre canadien des matériaux de construction (CCMC). Les produits conformes aux directives du CCMC reçoivent un numéro d'évaluation et un rapport d'évaluation comprenant les résistances nominales spécifiées, qui sont ensuite répertoriées dans le registre des évaluations de produits du CCMC. Le nom du fabricant ou l'identification du produit et la classe de résistance sont marqués sur le matériau à différents intervalles, mais en raison de la coupe en bout, ils peuvent ne pas être présents sur chaque pièce.
Le Centre canadien des matériaux de construction (CCMC) a accepté que le PSL soit utilisé comme construction en bois lourd, conformément aux dispositions de la partie 3 du Code national du bâtiment du Canada.
Pour plus d'informations, consultez les ressources suivantes :
APA - The Engineered Wood Association (Association du bois d'ingénierie)
Centre canadien des matériaux de construction (CCMC), Institut de recherche en construction
CSA O86 Conception technique en bois
ASTM D5456 Spécification standard pour l'évaluation des produits de bois de charpente composite
Le bois lamellé-croisé (CLT) est un produit d'ingénierie en bois breveté qui est préfabriqué à l'aide de plusieurs couches de bois d'œuvre séché au four, posées à plat et collées ensemble sur leurs faces larges. Les panneaux sont généralement constitués de trois, cinq, sept ou neuf couches alternées de bois de construction. L'alternance des directions des lamelles du CLT lui confère une grande stabilité dimensionnelle. Le CLT présente également un rapport résistance/poids élevé, ainsi que des avantages en termes de performances structurelles, thermiques, acoustiques et de résistance au feu.
L'épaisseur des panneaux est généralement comprise entre 100 et 300 mm (4 à 12 pouces), mais il est possible de produire des panneaux d'une épaisseur allant jusqu'à 500 mm (20 pouces). Les dimensions des panneaux varient de 1,2 à 3 m de largeur et de 5 à 19,5 m de longueur. La taille maximale des panneaux est limitée par la taille de la presse du fabricant et par les réglementations en matière de transport.
Les dispositions de conception du CLT au Canada s'appliquent aux panneaux de bois scié fabriqués conformément à la norme ANSI/APA PRG 320. En règle générale, toutes les lamelles dans une direction sont fabriquées avec la même qualité et la même essence de bois d'œuvre. Toutefois, les couches adjacentes peuvent avoir une épaisseur différente et être fabriquées dans d'autres qualités ou essences. La teneur en humidité des lamelles de bois d'œuvre au moment de la fabrication du CLT est comprise entre 9 et 15%.
Il existe cinq grades de contraintes primaires pour le CLT : E1, E2, E3, V1 et V2. La classe de contrainte E1 est la plus facilement disponible. La désignation "E" indique un bois d'œuvre soumis à des contraintes mécaniques (MSR, ou classé E) et la désignation "V" indique un bois d'œuvre classé visuellement. Les qualités de contrainte E1, E2 et E3 se composent de bois MSR dans toutes les couches longitudinales et de bois classé visuellement dans les couches transversales, tandis que les qualités de contrainte V1 et V2 se composent de bois classé visuellement dans les couches longitudinales et transversales. Les propriétés des qualités de contraintes du CLT sur mesure sont également publiées par les différents fabricants. Comme pour d'autres produits structuraux en bois, le CLT peut être évalué par le Centre canadien des matériaux de construction (CCMC) afin de produire un rapport d'évaluation du produit.
Contrairement aux classes de contraintes primaires et personnalisées du CLT qui sont associées à la capacité structurelle, les classes d'apparence se réfèrent à la finition de la surface des panneaux CLT. Toute classe de contrainte peut généralement être produite dans n'importe quelle finition de surface souhaitée par le concepteur. Il faut tenir compte des réductions de résistance et de rigidité dues au profilage des panneaux ou à d'autres finitions des faces ou des bords. L'annexe de la norme ANSI/APA PRG 320 fournit des exemples de classification de l'aspect du CLT.
Les adhésifs structuraux utilisés pour coller les laminés doivent être conformes aux normes CSA O112.10 et ASTM D7247 et sont également évalués en termes de résistance à la chaleur lors d'une exposition au feu.
Les différentes catégories d'adhésifs structurels généralement utilisées sont les suivantes :
Isocyanate de polymère en émulsion (EPI) ;
Polyuréthane monocomposant (PUR) ;
Les types phénoliques tels que le formaldéhyde phénol-résorcinol (PRF).
Étant donné que le traitement sous pression avec des produits de conservation à base d'eau peut avoir une incidence négative sur l'adhérence, il est interdit de traiter le CLT avec des produits de conservation à base d'eau après le collage. Pour le CLT traité avec des produits ignifuges ou d'autres produits chimiques susceptibles de réduire la résistance, la résistance et la rigidité doivent être basées sur des résultats d'essais documentés.
Dans le cadre du processus de préfabrication, les panneaux CLT sont découpés sur mesure, y compris les ouvertures de portes et de fenêtres, à l'aide de défonceuses à commande numérique par ordinateur (CNC) ultramodernes, capables de réaliser des coupes complexes avec de faibles tolérances. Les éléments préfabriqués en CLT arrivent sur le chantier prêts à être installés immédiatement. Le CLT offre une grande souplesse de conception et un faible impact sur l'environnement pour les planchers, les toits et les murs des bâtiments innovants en bois de moyenne et grande hauteur.
Pour plus d'informations sur le CLT, consultez les ressources suivantes :
ANSI/APA PRG 320 Standard for Performance-Rated Cross-Laminated Timber (Norme pour le bois lamellé-croisé à haute performance)
CSA O86 Conception technique du bois
CSA O112.10 Évaluation des adhésifs pour produits structuraux en bois (exposition limitée à l'humidité)
ASTM D7247 Standard Test Method for Evaluating the Shear Strength of Adhesive Bonds in Laminated Wood Products at Elevated Temperatures (Méthode d'essai standard pour évaluer la résistance au cisaillement des adhésifs dans les produits en bois stratifié à des températures élevées)
Le bois lamellé-collé est un produit structurel en bois d'ingénierie constitué de plusieurs couches individuelles de bois de dimension qui sont collées ensemble dans des conditions contrôlées. Tous les bois lamellés-collés canadiens sont fabriqués à l'aide d'adhésifs imperméables pour l'assemblage des extrémités et pour le collage des faces, et conviennent donc aussi bien aux applications extérieures qu'intérieures. Le bois lamellé-collé a une capacité structurelle élevée et constitue également un matériau de construction architectural attrayant.
Le bois lamellé-collé est couramment utilisé dans les structures à poteaux et à poutres, les structures en bois lourd et en bois de masse, ainsi que dans les ponts en bois. Le bois lamellé-collé est un produit structurel en bois d'ingénierie utilisé pour les chevêtres, les poutres, les poutrelles, les pannes, les colonnes et les fermes lourdes. Le bois lamellé-collé est également fabriqué sous forme d'éléments courbes, qui sont généralement soumis à des charges combinées de flexion et de compression. Il peut également être façonné pour créer des poutres coniques inclinées et une variété de configurations d'arcs et de fermes portantes. Le bois lamellé-collé est souvent utilisé lorsque les éléments structurels sont laissés apparents, ce qui constitue un élément architectural.
Dimensions disponibles pour le bois lamellé-collé
Des dimensions standard ont été développées pour le bois lamellé-collé canadien afin de permettre une utilisation optimale du bois d'œuvre qui est un multiple des dimensions du lamstock utilisé pour la fabrication du lamellé-collé. Adaptées à la plupart des applications, les dimensions standard permettent au concepteur de réaliser des économies et de bénéficier d'une livraison rapide. D'autres dimensions non standard peuvent être commandées spécialement, moyennant un coût supplémentaire en raison de l'éboutage supplémentaire nécessaire pour produire des dimensions non standard. Les largeurs et profondeurs standard du bois lamellé-collé sont indiquées dans le tableau 6.7 ci-dessous. La profondeur du bois lamellé-collé est fonction du nombre de lamelles multiplié par l'épaisseur de la lamelle. Par souci d'économie, des lamelles de 38 mm sont utilisées dans la mesure du possible, et des lamelles de 19 mm sont utilisées lorsque des degrés de courbure plus importants sont requis.
Largeurs standard du bois lamellé-collé
Les largeurs finies standard des éléments en bois lamellé-collé et les largeurs courantes du matériau de stratification à partir duquel ils sont fabriqués sont indiquées dans le tableau 4 ci-dessous. Pour les éléments d'une largeur inférieure à 275 mm (10-7/8″), une seule largeur est utilisée pour la dimension de la largeur totale. Toutefois, les éléments d'une largeur supérieure à 175 mm (6-7/8″) peuvent être constitués de deux planches posées côte à côte. Tous les éléments d'une largeur supérieure à 275 mm (10-7/8″) sont constitués de deux pièces de bois placées côte à côte, les joints de bordures étant décalés dans la profondeur de l'élément. Les éléments d'une largeur supérieure à 365 mm (14-1/4″) sont fabriqués par incréments de 50 mm (2″), mais sont plus chers que les largeurs standard. Les fabricants doivent être consultés pour obtenir des conseils.
Largeur initiale du bois lamellé-collé
Largeur finie du bois lamellé-collé
mm.
en.
mm.
en.
89
3-1/2
80
3
140
5-1/2
130
5
184
7-1/4
175
6-7/8
235 (ou 89 + 140)
9-1/4 (ou 3-1/2 + 5-1/2)
225 (ou 215)
8-7/8 (ou 8-1/2)
286 (ou 89 + 184)
11-1/4 (ou 3-1/2 + 7-1/4)
275 (ou 265)
10-7/8 (ou 10-1/4)
140 + 184
5-1/2 + 7-1/4
315
12-1/4
140 + 235
5-1/2 + 9-1/4
365
14-1/4
Notes :
Les éléments d'une largeur supérieure à 365 mm (14-1/4″) sont disponibles par incréments de 50 mm (2″) mais doivent faire l'objet d'une commande spéciale.
Les éléments d'une largeur supérieure à 175 mm (6-7/8″) peuvent être constitués de deux panneaux posés côte à côte avec des joints longitudinaux décalés dans les lamelles adjacentes.
Profondeurs standard du bois lamellé-collé
Les profondeurs standard des éléments en bois lamellé-collé vont de 114 mm (4-1/2″) à 2128 mm (7′) ou plus, par incréments de 38 mm (1-1/2″) et 19 mm (3/4″). Un élément fabriqué à partir de lamelles de 38 mm (1-1/2″) coûte nettement moins cher qu'un élément équivalent fabriqué à partir de lamelles de l9 mm (3/4″). Toutefois, les laminés de 19 mm (3/4″) permettent une plus grande courbure que les laminés de 38 mm (1-1/2″).
Largeur
en.
Plage de profondeur
mm
en.
80
3
114 à 570
4-1/2 à 22-1/2
130
5
152 à 950
6 à 37-1/2
175
6-7/8
190 à 1254
7-1/2 à 49-1/2
215
8-1/2
266 à 1596
10-1/2 à 62-3/4
265
10-1/4
342 à 1976
13-1/2 à 77-3/4
315
12-1/4
380 à 2128
15 à 83-3/4
365
14-1/4
380 à 2128
15 à 83-3/4
Remarque :
1. Les profondeurs intermédiaires sont des multiples de l'épaisseur de la lamelle, qui est de 38 mm (1-1/2″ nom.), sauf pour certains éléments courbes qui nécessitent des lamelles de 19 mm (3/4″ nom.).
Les produits de contrecollage peuvent être assemblés par l'extrémité en longueurs allant jusqu'à 40 m (130′), mais la limite pratique peut dépendre des restrictions de transport. Par conséquent, il convient de déterminer les restrictions de transport pour une région donnée avant de spécifier la longueur, la largeur ou la hauteur d'expédition.
Classes d'aspect du bois lamellé-collé
Lors de la spécification des produits canadiens en bois lamellé-collé, il est nécessaire d'indiquer à la fois la classe de résistance et la classe d'aspect requises. L'aspect du bois lamellé-collé est déterminé par le degré de finition effectué après le laminage et non par l'aspect des pièces individuelles de laminage.
Le bois lamellé-collé est disponible dans les qualités d'aspect suivantes :
Industrie
Commercial
Qualité
Le degré d'apparence définit l'importance des travaux de réparation et de finition effectués sur les surfaces exposées après la stratification (tableau 6.8) et n'a pas d'incidence sur la résistance. Le degré de qualité offre le plus haut degré de finition et est destiné aux applications où l'aspect est important. La qualité industrielle est celle qui présente le moins de finition.
Grade
Description
Qualité industrielle
Destiné à être utilisé lorsque l'aspect n'est pas une préoccupation majeure, par exemple dans les bâtiments industriels ; le bois stratifié peut contenir des caractéristiques naturelles autorisées pour la catégorie de contrainte spécifiée ; les faces sont rabotées aux dimensions spécifiées, mais des manques et des aspérités occasionnels sont autorisés ; la surface peut présenter des nœuds brisés, des trous de nœuds, des grains déchirés, des carreaux, des flaches et d'autres irrégularités.
Qualité commerciale
Destiné aux surfaces peintes ou vernies à brillant plat ; le bois stratifié peut contenir des caractéristiques naturelles autorisées pour la catégorie de contrainte spécifiée ; les côtés sont rabotés aux dimensions spécifiées et toute la colle pressée est enlevée de la surface ; les trous de nœuds, les nœuds lâches, les vides, les poches de flache ou de poix ne sont pas remplacés par des inserts en bois ou du mastic sur la surface exposée.
Niveau de qualité
Destiné aux surfaces transparentes ou polies très brillantes, il met en valeur la beauté naturelle du bois pour un meilleur attrait esthétique ; le bois stratifié peut contenir des caractéristiques naturelles autorisées pour le degré de contrainte spécifié ; les côtés sont rabotés aux dimensions spécifiées et toute la colle éliminée de la surface ; les côtés peuvent présenter des nœuds serrés, une tache de cœur ferme et une tache d'aubier de taille moyenne ; Les nœuds légèrement cassés ou fendus, les éclats, le grain déchiré ou les carreaux de la surface sont comblés ; les nœuds lâches, les trous de nœuds, les poches de flaches et de poix sont enlevés et remplacés par un produit de remplissage non rétrécissant ou par des inserts en bois correspondant au grain et à la couleur du bois ; les stratifiés de la face ne présentent pas de caractéristiques naturelles nécessitant un remplacement ; les faces et les côtés sont poncés de manière à être lisses.
Cambrure en lamellé-collé
Pour les longs éléments droits, le bois lamellé-collé est généralement fabriqué avec une cambrure intégrée afin d'assurer un drainage positif en annulant la déflexion. Cette capacité à fournir une cambrure positive est un avantage majeur du bois lamellé-collé. Les cambrures recommandées sont indiquées dans le tableau 5 ci-dessous.
Tableau 5 : Recommandations de cambrure pour les poutres de toiture en lamellé-collé
Type de structure
Recommandation
Poutres de toit simples en lamellé-collé
Cambrure égale à la flèche due à la charge morte plus la moitié de la charge vive ou 30 mm par 10 m (1″ par 30′) de portée ; en cas de risque de formation de mares, une cambrure supplémentaire est généralement prévue pour l'évacuation des eaux de toiture.
Poutres de plancher simples en lamellé-collé
Cambrure égale à la charge morte plus un quart de la déflexion de la charge vive ou pas de cambrure.
Fermes à arbalétrier et fermes inclinées
Seule la membrure inférieure est cambrée. Pour une membrure inférieure continue en lamellé-collé, la cambrure de la membrure inférieure est égale à 20 mm par 10 m (3/4″ par 30′) de portée.
Fermes de toit plat (fermes de toit Howe et Pratt)
Cambrure des membrures supérieures et inférieures en lamellé-collé égale à 30 mm par 10 m (1″ par 30′) de portée.
Fabrication de lamellé-collé
Les pièces de bois de dimension qui composent le lamellé-collé sont jointes en bout et disposées en couches horizontales ou en lamelles. Le bois utilisé pour la fabrication du lamellé-collé est une qualité spéciale (lamstock) achetée directement auprès des scieries. Le lamstock est séché à un taux d'humidité maximal de 15 % et raboté avec une tolérance plus étroite que celle requise pour le bois d'œuvre classé visuellement. La stratification de plusieurs pièces est un moyen efficace d'utiliser du bois de dimension à haute résistance de longueur limitée pour fabriquer des éléments en bois lamellé-collé dans de nombreuses formes et longueurs de section transversale. La catégorie spéciale de bois utilisée pour le lamellé-collé, le lamstock, est reçue et stockée à l'usine de lamellé-collé dans des conditions contrôlées. Le bois lamellé doit être séché à un taux d'humidité compris entre 7 et 15% avant d'être stratifié afin de maximiser l'adhérence et de minimiser le retrait en service. Les lamelles de bois d'œuvre (lamstock) sont triées visuellement et mécaniquement en fonction de leur résistance et de leur rigidité. Les évaluations de la résistance et de la rigidité sont utilisées pour déterminer l'emplacement d'une pièce donnée dans une poutre ou un poteau. Par exemple, les pièces à haute résistance sont placées dans les lamelles les plus extérieures d'une poutre, là où les contraintes de flexion sont les plus importantes, tandis que pour les colonnes et les éléments de traction, les lamelles les plus résistantes sont réparties de manière plus égale. Ce mélange des caractéristiques de résistance est connu sous le nom de combinaison de grades et garantit une performance constante du produit fini. Les laminés sont collés sous pression à l'aide d'un adhésif imperméable. Voir la figure 3.7 ci-dessous pour une représentation schématique de la fabrication du lamellé-collé. Les poutres en lamellé-collé peuvent également être cambrées, ce qui signifie qu'elles peuvent être produites avec un léger arc vers le haut afin de réduire la déflexion sous les charges de service. Une cambrure typique est de 2 à 4 mm par mètre de longueur. Le bois lamellé-collé est fabriqué pour répondre aux exigences de la norme CSA O122 Structural GluedLaminated Timber.
Contrôle de la qualité
Le bois lamellé-collé est un produit d'ingénierie qui exige un contrôle de qualité rigoureux à tous les stades de la fabrication. Les usines de fabrication certifiées respectent les normes de contrôle de la qualité qui régissent le classement du bois, l'assemblage par entures multiples, le collage et la finition. Les fabricants canadiens de bois lamellé-collé doivent être qualifiés et certifiés conformément à la norme CSA O177, Code de qualification des fabricants de bois de charpente lamellé-collé. Cette norme définit des lignes directrices obligatoires pour l'équipement, la fabrication, les essais et les procédures d'archivage. En tant que procédure de fabrication obligatoire, des tests doivent être effectués régulièrement à plusieurs étapes critiques de la fabrication, et les résultats des tests doivent être consignés. Par exemple, des échantillons représentatifs sont testés pour vérifier l'adéquation du collage et tous les joints d'extrémité sont soumis à des essais de contrainte pour s'assurer que chaque joint dépasse les exigences de conception. Chaque élément fabriqué fait l'objet d'un enregistrement d'assurance qualité indiquant les résultats des tests de collage, la classification du bois, les tests des joints d'extrémité et les conditions de stratification pour chaque élément fabriqué, y compris le taux d'étalement de la colle, le temps d'assemblage, les conditions de durcissement et le temps de durcissement. En outre, des audits de qualité obligatoires sont réalisés par des organismes de certification indépendants afin de s'assurer que les procédures en vigueur dans l'usine sont conformes aux exigences de la norme de fabrication. Un certificat de conformité aux normes de fabrication pour une commande de lamellé-collé donnée est disponible sur demande.
Essence de bois lamellé-collé
Le bois lamellé-collé est principalement produit au Canada à partir de deux groupes d'essences : le douglas, le mélèze et l'épicéa. Des essences de sapin sont également utilisées occasionnellement.
Bois lamellé-collé canadien - Espèces commerciales
Désignation du groupe d'espèces commerciales
Espèces en combinaison
Caractéristiques du bois
Sapin de Douglas-Mélèze (D.Fir-L)
Douglas, mélèze de l'Ouest
Bois similaires en termes de résistance et de poids. Dureté élevée et bonne résistance à la pourriture. Bonne tenue des clous, bonne aptitude au collage et à la peinture. La couleur va du brun rougeâtre au blanc jaunâtre.
Hémérocalle
Ciguë de l'Ouest, sapin d'Amérique, sapin de Douglas
Bois légers qui se travaillent facilement, prennent bien la peinture et tiennent bien les clous. Bonnes caractéristiques de collage. La gamme de couleurs s'étend du jaune-brun au blanc.
Épicéa-Pin
Épicéa (toutes les espèces sauf l'épicéa de Sitka), pin tordu, pin gris
Bois aux caractéristiques similaires, ils se travaillent facilement, prennent aisément la peinture et tiennent bien les ongles. Généralement de couleur blanche à jaune pâle.
Classes de résistance du bois lamellé-collé
Lors de la spécification des produits canadiens en bois lamellé-collé, il est nécessaire d'indiquer à la fois la classe de contrainte et la classe d'aspect requises. La spécification de la classe de contrainte appropriée dépend de l'utilisation finale prévue de l'élément : poutre, poteau ou élément de traction, comme le montre le tableau 2.
Tableau 2 : Bois lamellé-collé canadien - degrés de contrainte
Niveau de stress
Espèces
Description
Grades de pliage
20f-E et 20f-EX
D.Sapin-L ou Pin-Épicéa
Utilisé pour les éléments sollicités principalement en flexion (poutres) ou en flexion et charge axiale combinées.
24f-E et 24f-EX
D.Fir-L ou Hem-Fir
Spécifier EX lorsque les éléments sont soumis à des moments positifs et négatifs ou lorsqu'ils sont soumis à des charges combinées de flexion et axiales, comme les arcs et les membrures supérieures des fermes.
Grades de compression
16c-E 12c-E
D.Sapin-L Épicéa
Utilisé pour les éléments sollicités principalement en compression axiale, tels que les colonnes.
Grades de tension
18t-E 14t-E
D.Sapin-L Épicéa
Utilisé pour les éléments soumis principalement à une tension axiale, tels que les membrures inférieures des poutrelles.
Pour les grades de flexion 20f-E, 20f-EX, 24f-E et 24f-EX, les chiffres 20 et 24 indiquent la contrainte de flexion admissible en unités impériales (2000 et 2400 livres par pouce carré). De même, les descriptions des qualités de compression, 16c-E et 12c-E, et des qualités de tension, 18t-E et 14t-E, indiquent les contraintes de compression et de tension admissibles. Le "E" indique que la rigidité de la plupart des laminés doit être testée à la machine. Les lettres minuscules indiquent l'utilisation du grade comme suit : "f" pour les éléments de flexion, "c" pour les éléments de compression et "t" pour les éléments de traction. Les qualités de contrainte avec la désignation EX (20f-EX et 24f-EX) sont spécifiquement conçues pour les cas où les éléments de flexion sont soumis à des inversions de contrainte. Dans ces cas, les exigences de laminage du côté de la tension sont le reflet de celles du côté de la compression. Contrairement aux bois sciés classés visuellement, pour lesquels il existe une corrélation entre l'apparence et la résistance, il n'y a pas de relation entre les niveaux de contrainte et les niveaux d'apparence du bois lamellé-collé, puisque la surface exposée peut être modifiée ou réparée sans affecter les caractéristiques de résistance.
Contrôle de l'humidité du bois lamellé-collé
Le fendillement du bois est dû au retrait différentiel des fibres du bois dans les parties internes et externes d'une pièce de bois. Le bois lamellé-collé est fabriqué à partir de lamelles dont le taux d'humidité est compris entre 7 et 15 %. Comme cette fourchette se rapproche des conditions d'humidité de la plupart des utilisations finales, le contrôle est minime dans les éléments en lamellé-collé. Des méthodes de transport, de stockage et de construction appropriées permettent d'éviter les variations rapides de la teneur en humidité des éléments lamellés-collés. De fortes variations de la teneur en humidité peuvent résulter de l'application soudaine de chaleur à des bâtiments en construction par temps froid, ou de l'exposition d'éléments non protégés à des conditions alternativement humides et sèches, comme cela peut se produire pendant le transport et l'entreposage. Le bois lamellé-collé canadien reçoit généralement une couche de scellant protecteur avant d'être expédié et est enveloppé pour le protéger pendant le transport et le montage. L'emballage doit être laissé en place aussi longtemps que possible et idéalement jusqu'à ce qu'une protection permanente contre les intempéries soit mise en place. Pendant le stockage sur le chantier, le bois lamellé-collé doit être entreposé au-dessus du sol et des blocs d'espacement doivent être placés entre les éléments. En cas de retard dans la construction, l'emballage doit être coupé sur la face inférieure afin d'éviter l'accumulation de condensation.
Traitement et scellement du bois lamellé-collé
Le traitement conservateur n'est pas souvent nécessaire, mais il doit être spécifié pour toute application susceptible d'entrer en contact avec le sol. Il convient de demander au fabricant des conseils sur le traitement conservateur approprié. Le bois lamellé-collé non traité peut être utilisé dans des environnements humides tels que les piscines, les pistes de curling ou les bâtiments industriels qui utilisent de l'eau dans leur processus de fabrication. Lorsque les extrémités des éléments en bois lamellé-collé risquent d'être mouillées, il convient de prévoir des surplombs ou des solins de protection. Dans les applications où le contact direct avec l'eau n'est pas un facteur, un scellant appliqué en usine empêchera les variations importantes de la teneur en humidité. L'enduit alkyde appliqué en usine sur les éléments en bois lamellé-collé offre une protection suffisante pour la plupart des applications à forte humidité. Le bois étant résistant à la corrosion, le bois lamellé-collé est utilisé dans de nombreux environnements corrosifs tels que les dômes de stockage de sel et les entrepôts de potasse.
Les lames de terrasse peuvent être utilisées pour porter plus loin et supporter des charges plus importantes que les panneaux tels que le contreplaqué et les panneaux à copeaux orientés (OSB). Le platelage en planches est souvent utilisé lorsque l'apparence du platelage est souhaitée en tant qu'élément architectural ou lorsque la performance au feu doit répondre aux exigences de construction en bois lourd décrites dans la partie 3 du Code national du bâtiment du Canada. Le platelage est généralement utilisé dans les structures en bois massif ou en poteaux et poutres et est posé avec la face plate ou large sur les supports afin de fournir un platelage structurel pour les planchers et les toits.
Les lames de terrasse peuvent être utilisées dans des conditions humides ou sèches et peuvent être traitées avec des produits de préservation, en fonction de l'essence de bois. Les clous et les pointes de terrasse sont utilisés pour fixer les pièces adjacentes d'une terrasse en planches les unes aux autres et pour fixer la terrasse à ses supports.
Les lames de terrasse sont généralement disponibles dans les essences suivantes :
Sapin de Douglas (combinaison d'espèces D.Fir-L)
Ciguë de la côte pacifique (combinaison d'espèces Hem-Fir)
Diverses espèces d'épicéas, de pins et de sapins (combinaison d'espèces S-P-F)
Western red cedar (combinaison d'espèces nordiques)
Pour produire des lames de terrasse, le bois scié est fraisé en un profil à rainure et languette avec un usinage spécial de la surface, tel qu'un joint en V. Les lames de terrasse sont généralement produites en trois épaisseurs. Les lames de terrasse sont normalement produites en trois épaisseurs : 38 mm, 64 mm et 89 mm. Les planches de 38 mm ont une languette et une rainure simples, tandis que les planches plus épaisses ont une double languette et une rainure. Les épaisseurs supérieures à 38 mm comportent également des trous de 6 mm de diamètre, espacés de 760 mm, afin que chaque pièce puisse être clouée à la pièce adjacente à l'aide de pointes de terrasse. Les dimensions et profils standard sont indiqués ci-dessous.
Les lames de terrasse sont le plus souvent disponibles en longueurs aléatoires de 1,8 à 6,1 m (6 à 20 pieds). Il est possible de commander des planches dans des longueurs spécifiques, mais il faut s'attendre à une disponibilité limitée et à des coûts supplémentaires. Une spécification typique pour les longueurs aléatoires pourrait exiger qu'au moins 90 % des lames de terrasse soient de 3,0 m (10 pieds) et plus, et qu'au moins 40 % soient de 4,9 m (16 pieds) et plus.
Les lames de terrasse sont disponibles en deux qualités :
Sélection du grade (Sel)
Qualité commerciale (Com)
Les produits de qualité supérieure ont un aspect plus noble et sont également plus solides et plus rigides que les produits de qualité commerciale.
Les planches de terrasse doivent être fabriquées conformément à la norme CSA O141 et classées selon les règles de classement standard de la NLGA pour le bois d'œuvre canadien. Étant donné que les planches de terrasse ne sont pas estampillées comme le bois de construction, la vérification de la qualité doit être obtenue par écrit auprès du fournisseur ou une agence de classement qualifiée doit être retenue pour vérifier le matériau fourni.
Pour minimiser le retrait et le gauchissement, les lames de terrasse sont constituées d'éléments de bois sciés qui sont séchés à un taux d'humidité de 19 % ou moins au moment du surfaçage (S-Dry). L'utilisation de platelages verts peut entraîner un relâchement de l'assemblage à rainure et languette au fil du temps et une réduction de la performance structurelle et de la facilité d'utilisation.
Les planches individuelles peuvent s'étendre simplement entre les supports, mais elles sont généralement de longueur aléatoire et s'étendent sur plusieurs supports par souci d'économie et pour profiter d'une plus grande rigidité. Il existe trois méthodes d'installation des lames de terrasse : la méthode aléatoire contrôlée, la méthode de la travée simple et la méthode de la travée continue à deux travées. Une règle générale de conception pour le platelage aléatoire contrôlé est que les travées ne doivent pas dépasser de plus de 600 mm (2 pieds) la longueur que 40 % de l'expédition du platelage dépasse. Ces deux dernières méthodes d'installation nécessitent des planches de longueur prédéterminée et, par conséquent, peuvent entraîner un surcoût.
Grâce aux technologies de construction avancées et aux produits modernes en bois de masse tels que le bois lamellé-collé, le bois lamellé-croisé et le bois composite structurel, construire en hauteur avec du bois est non seulement réalisable mais déjà en cours - avec des bâtiments contemporains de 9 étages et plus achevés en Australie, en Autriche, en Suisse, en Allemagne, en Norvège et au Royaume-Uni. De plus en plus reconnu par le secteur de la construction comme un choix de construction important, nouveau et sûr, la réduction de l'empreinte carbone et la performance énergétique intrinsèque/opérationnelle de ces bâtiments séduisent les communautés qui se sont engagées dans le développement durable et l'atténuation du changement climatique.
Les grands immeubles en bois, construits avec des produits du bois renouvelables provenant de forêts gérées durablement, ont le potentiel de révolutionner une industrie de la construction de plus en plus soucieuse de faire partie de la solution en matière d'intensification urbaine et de réduction de l'impact sur l'environnement. L'industrie canadienne des produits du bois s'est engagée à tirer parti de son avantage naturel en développant et en démontrant des produits de construction et des systèmes de construction à base de bois qui s'améliorent constamment.
Un bâtiment de grande hauteur en bois est un bâtiment de plus de six étages (le dernier étage est situé à plus de 18 m au-dessus du sol) qui utilise des éléments en bois massif comme composante fonctionnelle de son système de soutien structurel. Grâce aux technologies de construction avancées et aux produits modernes en bois de masse tels que le bois lamellé-collé (glulam), le bois lamellé-croisé (CLT) et le bois composite structurel (SCL), il est non seulement possible de construire des immeubles de grande hauteur en bois, mais c'est déjà le cas - des immeubles contemporains de sept étages et plus ont été construits au Canada, aux États-Unis, en Australie, en Autriche, en Suisse, en Allemagne, en Norvège, en Suède, en Italie et au Royaume-Uni.
Les grands bâtiments en bois intègrent des systèmes modernes de protection et d'extinction des incendies, ainsi que de nouvelles technologies pour les performances acoustiques et thermiques. Les grands bâtiments en bois sont couramment utilisés pour des usages résidentiels, commerciaux et institutionnels.
Le bois de masse offre des avantages tels qu'une meilleure stabilité dimensionnelle et une meilleure résistance au feu pendant la construction et l'occupation. Ces nouveaux produits sont également préfabriqués et offrent d'énormes possibilités d'améliorer la vitesse de montage et la qualité de la construction.
Parmi les avantages significatifs des grands bâtiments en bois, citons
la possibilité de construire plus haut dans les zones où les sols sont pauvres, car la super structure et les fondations sont plus légères que d'autres matériaux de construction ;
plus silencieux, ce qui signifie que les voisins sont moins susceptibles de se plaindre et que les travailleurs ne sont pas exposés à des niveaux de bruit élevés ;
la sécurité des travailleurs pendant la construction peut être améliorée grâce à la possibilité de travailler à partir de grandes plaques de plancher en bois massif ;
Les éléments préfabriqués fabriqués avec des tolérances serrées peuvent réduire la durée de la construction ;
des tolérances étroites dans la structure et l'enveloppe du bâtiment, associées à une modélisation énergétique, peuvent produire des bâtiments présentant une performance énergétique opérationnelle élevée, une étanchéité à l'air accrue, une meilleure qualité de l'air à l'intérieur et un confort humain amélioré.
Les critères de conception des grands bâtiments en bois à prendre en compte sont les suivants : une stratégie intégrée de conception, d'approbation et de construction, le retrait différentiel entre des matériaux dissemblables, les performances acoustiques, le comportement sous l'effet du vent et des charges sismiques, les performances en cas d'incendie (par exemple, l'encapsulation des éléments en bois massif à l'aide de gypse), la durabilité et le séquençage de la construction afin de réduire l'exposition du bois aux éléments.
Il est important de s'assurer de l'implication précoce d'un fournisseur de bois de masse qui peut fournir des services d'assistance à la conception permettant de réduire davantage les coûts de fabrication grâce à l'optimisation de l'ensemble du système de construction et pas seulement des éléments individuels. Même de petites contributions, dans la conception des connexions par exemple, peuvent faire la différence en termes de rapidité de montage et de coût global. En outre, les métiers de la mécanique et de l'électricité devraient être invités à jouer un rôle d'assistance à la conception dès le début du projet. Cela permet d'obtenir un modèle virtuel plus complet, de multiplier les possibilités de préfabrication et d'accélérer l'installation.
Des études de cas récentes portant sur de grands bâtiments modernes en bois au Canada et dans le monde entier montrent que le bois est une solution viable pour réaliser des bâtiments de grande taille sûrs, rentables et performants.
Pour plus d'informations, consultez les études de cas et les références suivantes :
Le bois est composé de nombreux petits tubes cellulaires principalement remplis d'air. La composition naturelle du matériau permet au bois d'agir comme un isolant acoustique efficace et lui confère la capacité d'amortir les vibrations. Ces caractéristiques d'amortissement du son permettent de spécifier des éléments de construction en bois là où l'isolation ou l'amplification du son est nécessaire, comme dans les bibliothèques et les auditoriums. Une autre propriété acoustique importante du bois est sa capacité à limiter la transmission des bruits d'impact, un problème généralement associé aux matériaux et systèmes de construction plus durs et plus denses.
L'utilisation d'un revêtement de sol ou d'un système de plancher flottant construit, superposé à des éléments structurels en bois léger ou en bois massif, est une approche courante pour traiter la séparation acoustique entre les étages d'un bâtiment. Selon le type de matériaux utilisés dans le système de plancher construit, la chape peut être appliquée directement sur les éléments structurels en bois ou sur une barrière contre l'humidité ou une couche résiliente. L'utilisation de plaques de plâtre, d'isolants absorbants (en matelas ou en vrac) et de profilés souples sont également des éléments essentiels d'un mur ou d'un plancher à ossature bois qui contribuent également aux performances acoustiques de l'ensemble.
La conception acoustique tient compte d'un certain nombre de facteurs, notamment l'emplacement et l'orientation du bâtiment, ainsi que l'isolation ou la séparation des fonctions génératrices de bruit et des éléments du bâtiment. Les indices de transmission du son (STC), de transmission du son apparent (ASTC) et d'isolation contre les chocs (IIC) sont utilisés pour déterminer le niveau de performance acoustique des produits et systèmes de construction. Les différents indices peuvent être déterminés sur la base d'essais normalisés en laboratoire ou, dans le cas des indices ASTC, calculés à l'aide de méthodes décrites dans le CNB.
Actuellement, le Code national du bâtiment du Canada (CNB) ne réglemente que la conception acoustique des murs intérieurs et des planchers qui séparent les unités d'habitation (par exemple, les appartements, les maisons, les chambres d'hôtel) des autres unités ou des autres espaces d'un bâtiment. Les exigences relatives à l'indice STC pour les murs intérieurs et les planchers visent à limiter la transmission des bruits aériens entre les espaces. Le CNB n'impose aucune exigence en matière de contrôle de la transmission des bruits d'impact par les planchers. Les bruits de pas et autres impacts peuvent être très gênants dans les résidences multifamiliales. Les constructeurs soucieux de la qualité et de la réduction des plaintes des occupants veilleront à ce que les planchers soient conçus de manière à minimiser la transmission des bruits d'impact.
En plus de se conformer aux exigences minimales du CNB dans les habitations, les concepteurs peuvent également établir des indices acoustiques pour la conception de projets non résidentiels et spécifier des matériaux et des systèmes pour s'assurer que le bâtiment fonctionne à ce niveau. Outre la limitation de la transmission des bruits aériens par les murs structurels internes et les planchers, la transmission latérale du son par les joints périmétriques et la transmission du son par les cloisons de séparation non structurelles doivent également être prises en compte lors de la conception acoustique.
L'annexe A du CNB, aux sections A-9.10.3.1. et A-9.11., contient de plus amples renseignements et exigences concernant les cotes STC, ASTC et IIC. Il s'agit notamment de , entre autresLes tableaux A-9.10.3.1-A et A-9.10.3.1.-B fournissent des données génériques sur les indices STC de différents types de murs à ossature de bois et les indices STC et IIC de différents types de planchers en bois, respectivement. Les tableaux A-9.11.1.4.-A à A-9.11.1.4.-D présentent des options génériques pour la conception et la construction des jonctions entre les assemblages de séparation et les assemblages latéraux. La construction selon ces options est susceptible d'atteindre ou de dépasser la cote ASTC de 47 exigée par le CNB. Tableau A - Le tableau 9.11.1.4. présente des données sur les traitements de plancher génériques qui peuvent être utilisés pour améliorer les performances d'isolation acoustique des planchers à ossature légère, c'est-à-dire des couches supplémentaires de matériau sur le sous-plancher (p. ex. chape en béton, panneaux OSB ou contreplaqué) et le plancher ou les revêtements finis (p. ex. moquette, bois d'ingénierie).
Webinaire – Construction en bois de moyenne hauteur en Ontario : Naviguer les mises à jour du COB 2024
Conférence Wood Solutions : Moncton 2026
Mark your calendars! BoisWorks Atlantic and the Canadian Bois Council are pleased to present the Bois Solutions Conference in Moncton this fall — and we want you there. ...
Plan d'action sur l'assurance du bois d'ingénierie, phase 1, rapport
...unfamiliarity rather than demonstrated risk. Led by the Climate Smart Buildings Alliance and the Canadian Bois Council, and supported by Natural Resources Canada, this report summarizes the findings from Phase...
Tall Bois Feasibility Study: Mass Timber and Concrete explores the economic, construction, and environmental performance of a proposed 12-storey residential development in Dartmouth, Nova Scotia. Developed through a side-by-side comparison...
Webinaire – Outils en ligne pour la construction en bois : CodeCHEK, FRR et Calculatrice STC et EMTC
Wood Design & Building Magazine, vol 25, numéro 102
...human wellbeing so often turn to bois. This connection is present in many cultures. Our BoisWare feature on FinnFox, for example, highlights the part boisen saunas play supporting health and...
Guide de la construction en bois de moyenne hauteur dans le code du bâtiment de l'Ontario
...provides a technical overview of the provisions permitting 5- and 6-storey combustible (wood) construction under the 2024 Ontario Building Code. Developed by BoisWorks Ontario / the Canadian Bois Council, this...
Wood Design & Building Magazine, vol 25, numéro 101
Every issue of Bois Design & Building tells a different story about how bois is shaping contemporary construction. Some editions revolve around a clear theme such as our recent issue...
...as a technical reference, this data sheet supports accurate specification and informed use of ProTEKtor II®, helping project teams integrate fire-protectant-treated bois products into bois-frame construction with confidence and consistency....
AtTEK - Protection contre l'incendie pour les applications dans les combles
...a technical reference, this data sheet supports accurate specification and informed use of AtTEK® in attic applications, helping project teams integrate fire-protectant-treated bois into bois-frame buildings with clarity and confidence....
BarrierTEK’s Assurance with Insurance document outlines how the use of BarrierTEK fire-protectant-treated bois products can support risk management and insurance considerations in bois-frame construction. The resource is intended for building...
ProTEKtor II® - Produit de protection contre le feu à haute performance pour les composants en bois et en feuilles
...in exposed and concealed bois-frame construction. The resource is intended for architects, engineers, builders, and code officials involved in projects where enhanced fire protection for bois framing and sheathing is...
Les termites, parfois appelés "fourmis blanches", sont des insectes sociaux, plus proches des cafards que des fourmis. Ils se distinguent des fourmis par l'absence d'un...
Heureusement pour le Canada, la majeure partie du pays se trouve au nord de la limite des termites sur le continent nord-américain. Cependant, comme les termites et les humains préfèrent les...
Les trous percés pour appliquer des traitements de dépôt, complémentaires ou correctifs doivent être réalisés sur des surfaces verticales ou en dessous, dans la mesure du possible, afin d'éviter de créer des voies d'accès supplémentaires pour...
Le bois traité avec des produits de préservation est recouvert en surface ou imprégné sous pression de produits chimiques qui améliorent la résistance aux dommages pouvant résulter de la détérioration biologique (pourriture)....
Essences canadiennes de bois d'œuvre classé visuellement Il existe plus d'une centaine d'essences de bois résineux en Amérique du Nord. Pour simplifier l'approvisionnement et l'utilisation du bois de construction résineux...
Les adhésifs peuvent également être appelés résines. De nombreux produits en bois d'ingénierie, y compris le bois abouté, le contreplaqué, les panneaux à copeaux orientés (OSB), le lamellé-collé, les...
Les boulons sont largement utilisés dans la construction en bois. Ils sont capables de résister à des charges modérément lourdes avec relativement peu de connecteurs. Les boulons peuvent être utilisés dans les assemblages bois-bois, bois-acier...
Les connecteurs de charpente sont des produits brevetés et comprennent des types de fixations tels que les ancres de charpente, les cornières de charpente, les suspensions de solives, de pannes et de poutres, les plaques de charpente, les capuchons de poteaux...
Le clouage est le moyen le plus simple et le plus couramment utilisé pour fixer les éléments d'une construction à ossature en bois. Les clous communs et les clous en spirale sont largement utilisés dans tous les types de...
Les vis à bois sont fabriquées dans de nombreuses longueurs, diamètres et styles différents. Les vis à bois sont utilisées dans les applications de charpente telles que la fixation des revêtements de sol aux planchers...
De nombreuses structures historiques en Amérique du Nord ont été construites à une époque où les attaches métalliques n'étaient pas facilement disponibles. Au lieu de cela, les éléments en bois étaient assemblés en façonnant les...
Le panneau de lamelles orientées (OSB) est un panneau de bois structurel polyvalent et largement utilisé. L'OSB utilise efficacement les ressources forestières en employant des essences moins précieuses et à croissance rapide....
Bois massif Environnement Sécurité Durabilité Systèmes de conception Budget Gestion de la construction Résistance au feu Bâtiments de grande taille Bâtiments courts